
Ipar
A fémmegmunkálás új dimenziói – Messer Hegesztés- és Lézertechnológiai Innovációs Fórum novemberben

A hegesztés és vágástechnológia területén jártas szakemberek számára ismét izgalmas szakmai programot kínál a Messer Hegesztés- és Lézertechnológiai Innovációs Fórum, amely 2024. november 26-án a Hotel Aquaworldben, Budapesten kerül megrendezésre. A konferencia célja, hogy bemutassa a legújabb fejlesztéseket és technológiai újdonságokat, különös tekintettel a hegesztés, vágás, lézertechnológiák és az Ipar 4.0 aktuális trendjeire.
Az innovációs fórum egyik központi témája a hidrogénes vágás – a Messer szakértői bemutatják ezt a forradalmi, fenntarthatósági célokat is támogató új technológiát. A valós üzemi környezetben szerzett gyakorlati tapasztalatokat a tudományos és ipari szektor neves képviselői vitatják meg egy panelbeszélgetés keretében.
A fórum mellett egy szakmai kiállítás is várja a résztvevőket, ahol a Messer mellett többek között olyan cégek is bemutatkoznak, mint a TRUMPF, REHM Hegesztéstechnika, CROWN/CLOOS, TÜV Thüringen Hungary, Rabacsa 247Jobshop, Varinex Industrial 3D printing, Freedee, Bay Zoltán Kutatóintézet, KL-SYSTEM Környezet-és Légtechnikai Kft., Soyer, Optimum Hungária. Ez a rendezvény egyedülálló lehetőséget biztosít a szakmai kapcsolatok építésére és a legújabb fejlesztések megismerésére.
A részvétel térítésmentes, de előzetes regisztrációhoz kötött, melynek határideje: 2024. november 15. Az érdeklődők a fórum hivatalos weboldalán jelentkezhetnek.
Időpont: 2024.11.26. (kedd)
Helyszín: Hotel Aquaworld, 1044 Budapest, Íves út 16. (Amazonas terem, 1. emelet)
Jelentkezés: az esemény weboldalán lehet regisztrálni. Jelentkezési határidő: 2024. november 15.

RÉSZLETES PROGRAM:
HyCut: hidrogénes vágás – Zöld forradalom a vágástechnikában
Előadó: Halász Gábor, hegesztő szakmérnök, Messer Hungarogáz Kft.
Az előadásban szó lesz a hidrogén újrafelfedezéséről, a dekarbonizáció lehetőségeiről az autogéntechnikában. Összehasonlításra kerülnek a különböző égőgázok tulajdonságai, a velük végzett vágások kapcsán a CO2, NOX, valamint a füstrészecskék emissziós értékei, valamint a keménységértékek, illetve a diffúzióképes hidrogén mennyiségének alakulása. Az előadás kitér a vágási költségekre is, illetve a hidrogén autogéntechnikai alkalmazásaiból mutat be néhány érdekes példát.
Hidrogénes vágás gyakorlati tapasztalatai valós üzemi környezetben – tények, adatok, best pratice-ek – kerekasztal beszélgetés
Résztvevők: Halász Gábor (Messer Hungarogáz Kft.), Törköly Tamás (műszaki igazgató, MVM OVIT Zrt. Göd) és Kuti János (tanszéki mérnök, Óbudai Egyetem)
A résztvevők a hidrogénes vágással kapcsolatos saját gyakorlati tapasztalataikat osztják meg. A hidrogénnel történő vágások esetében bemutatásra kerülnek a különböző paraméterek hatásai a vágott felület minőségére, illetve a felszíni réteg felkeményedésére vonatkozóan. Konkrét lemezvastagságok esetében összehasonlításra kerülnek a vágási költségek. A beszélgetés foglalkozik a hidrogén alkalmazásának technikai lehetőségeivel is, amivel kiaknázhatók a benne rejlő előnyök a CO2 kibocsátás csökkentését, illetve az egészségesebb környezet fenntartását illetően.
Optimális gázválasztás lézerhegesztéshez: argon, nitrogén vagy formálógáz?
Előadók: Varbai Balázs (BME Anyagtudomány és Technológia Tanszék) és Ujvári József (hegesztő szakmérnök, Messer Hungarogáz Kft.)
Nemcsak hazai, de nemzetközi viszonylatban is napjaink aktuális témája a kézi lézerhegesztésnél alkalmazandó védőgázok. Az utóbbi időben ömlenek be a kézi lézerhegesztő gépek az országba és szinte kivétel nélkül minden gyártó, illetve forgalmazó a nitrogént ajánlja védőgázként a különböző anyagok, anyagkombinációk esetében. Ebben a blokkban két előadásban foglalkozunk a témával; az elsőben saját tapasztalatainkat osztjuk meg a különböző argon alapú védőgázok, hélium, CO2, nitrogén hatását illetően kézi lézerhegesztésnél. Bemutatásra kerülnek a különböző védőgázok alkalmazásánál szerzett tapasztalatok, a porozitásokra, a beolvadásokra, illetve az esztétikára gyakorolt hatás. A második előadásban arra keressük a választ, hogy milyen hatást gyakorol a nitrogén az anyagszerkezetre, a mechanikai tulajdonságokra a különböző anyagok (szerkezeti acél, rozsdamentes acél, horganyzott, alumínium) lézeres hegesztésénél.
A hegesztést-vágást érintő szabályozási aktualitások
Előadó: Wiegand Krisztina, ügyvezető, TÜV Thüringen Hungary Kft.
Hogyan alakulnak a jelenleg érvényben lévő, hegesztést-vágást szabályozó előírások, jogszabályok az Európai Unióban? Az 1866-ban alakul TÜV Thüringen nemzetközi vizsgáló, ellenőrző, tanúsító szervezet magyar leányvállalatának ügyvezető igazgatója beszél a hegesztést és vágást, és különösen az újabb technológiákat érintő szabványokról, valamint a várható módosításokról, változásokról.
Új lézerek, új technológiák: Milyen lehetőségeket nyitnak az új lézerek az anyagmegmunkálásban
Előadó: Dr. Buza Gábor, Bay Zoltán Alkalmazott Kutatási Közhasznú Nonprofit Kft.
A ’80-as években azt tartották, hogy a „lézer egy új szerszám, ami keresi alkalmazásait”. Először a lézer sugárforrások fényteljesítményének növelése zajlott, később a nyaláb minőségének javítása, majd a hullámhosszúság csökkentése. Az alkalmazások sokféleségét pedig mára már számba venni is nehéz. Azt, hogy milyenek lesznek a közel- vagy a távolabbi jövő eszközei és technológiái sok tényező befolyásolja, ezek közül a fizikai ismeretek, amikre biztonsággal támaszkodhatunk.
A Rabacsa 4 világa és a magas automatizáltságú 247Jobshop fémmegmunkáló üzem ipar 4.0 környezetben Előadó: Racker Balázs, ügyvezető, Rabacsa Metalltechnik
A 19.századig visszanyúló Rabacsa Metalltechnik a régi kovácsmesterségbeli tudást ötvözi a legmodernebb technológiákkal; az építőipar számára készítenek egyedi kovácsoltvas, rozsdamentes acél, alumínium, Corten acél, valamint acélszerkezeteket. Szentgotthárdi intelligens üzemükben a saját fejlesztésű DMWSOFT szoftverüknek köszönhetően és az Ipar 4.0 technológiák révén a legújabb automatizálási rendszerek segítségével, teljesen ellenőrzött környezetben zajlik a termelés, amelynek köszönhetően a hét minden napján és a nap 24 órájában elérhető a méretre vágott lemezek, csövek és komplex alkatrészek okosgyártása.
Váll-Ker sikertörténet: A tűz ereje az otthon melege – Lemeztől a csúcsminőségű kandallókig
Előadó: Szabó Balázs, ügyvezető, Váll-Ker Kft.
A Váll-Ker Kft., amely Magyarországon az egyik legnagyobb kandallógyártó, 1992 óta működik, és azóta számos technológiai újítással bővítette kínálatát. A cég története a gyártási kapacitás és termelési volumen folyamatos növelésével jellemezhető, beleértve a fatüzelésű, pellet tüzelésű és hibrid rendszereket is. Az iparági kihívások, mint például az egyre szigorodó emissziós előírások, innovatív megoldásokat igényeltek, mint az elektronikus levegőszabályzás és katalizátor használat. A gyártási folyamatok automatizálása és a minőségbiztosítás területén szintén jelentős előrelépéseket tettek, így a cég képes a vevői igények maximális kielégítésére. A termékek fejlesztése a koncepciótól a gyártás bevezetéséig teljeskörűen az európai tüzeléstechnikai szabványoknak eleget téve, a legkorszerűbb technológiai háttér alkalmazásával történik.
Újdonságok és fejlesztések a hegesztés, vágás és additív gyártás területén nemzetközi szakvásárok tekintetében (Euroblech, Formnext)
Előadó: Halász Gábor, hegesztő szakmérnök, Messer Hungarogáz Kft.
Az EUROBLECH 2024, valamint a FORMNEXT 2024 szakvásárok újdonságai, érdekességei kerülnek bemutatásra. Többek között szó lesz a termikus vágások, ívhegesztés, automatizálás újdonságairól. Bemutatásra kerülnek a kézi lézeres alkalmazások (hegesztés, vágás, tisztítás) legújabb fejlesztései és a biztonságtechnikai kihívásokra adott válaszok. A továbbiakban egy válogatáscsokrot láthatnak a résztvevők, amely felöleli a fém additív gyártás érdekességeit az alapanyagoktól a különleges termékeken át az additív technológiák újdonságain keresztül egészen a nagy térfogatú termékek sorozatgyártására alkalmas gyártórendszerekig.

JELENTKEZÉS:
Az Innovációs Fórumra az esemény weboldalára kattintva lehet regisztrálni. Jelentkezési határidő: 2024. november 15. A rendezvényen a részvételi létszám korlátozott, a regisztrációkat azok beérkezésének sorrendjében veszik figyelembe.
További információ a marketing@messer.hu email címen kérhető.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!













Ipar
Ládapakoló humanoidok és gázszivárgást szimatoló robotkutyák

Már a textiliparban, a logisztikában és az ipari karbantartás terén is robotok bizonyítanak.
Az autóiparban már évtizedek óta robotkarok hegesztenek, egyes szektorokat azonban csak lassan hódít meg ez a technológia. Ilyen a világ egyik leginkább munkaerő-intenzív ágazata, a textil- és ruhagyártás, a logisztika vagy az őrzés-védelem is. Viszont hamarosan az automatizáció számára ezek a nehéznek számító feladatok is egyre robotizáltabbá válnak.

Kopogtat az AI-alapú ruhagyártás
A textilipar sem maradhat ki a digitalizációból, választ adva a radikálisan rövidülő átfutási időkre, az egyedi fogyasztói igényekre és a szigorú költséghatékonyságra: egyre több vállalat alkalmaz szoftvervezérelt mérnöki munkát, low-code fejlesztést és AI-alapú automatizálást versenyképessége érdekében.
Ezt teszi a kínai központú, ipari varrógépeket gyártó globális vállalat, a Jack Technology is. Az ipari mesterséges intelligencia és a humanoid robotika ötvözésével legalább 30 százalékos hatékonyságnövekedést tűztek ki célul, amihez a Siemens szoftveres megoldásait választották, a tervezéstől és a szimulációtól kezdve, a gyártáson át, egészen egy digitális platform fejlesztésééig.
Továbbá idén kétezer ruházatgyártásra szabott humanoid robotot rendeltek, ami a technológia első tömeges bevetését jelenti a szektorban.
Ládapakolásból jeles
A hagyományos, fix rögzítésű ipari robotokkal szemben a humanoid robotok az emberi test felépítését és mozgását utánozzák. Emiatt képesek az eredetileg emberek számára tervezett munkakörnyezetben, meglévő szerszámokkal és munkaállomásokon dolgozni, anélkül, hogy azokat át kellene alakítani. Erre azért is szükség van, hogy a robotok valóban kezelni tudják a munkaerőhiányt és a feladatokat, mindezt a környezethez, valamint a velük dolgozó emberi munkaerőhöz alkalmazkodva.
Ezt használta ki a brit Humanoid robotikai startup is. A Siemens erlangeni elektronikai gyárában egy kéthetes tesztüzem során a HMND 01 névre keresztelt, kerekes Alpha humanoid robot pakolta a ládákat. Az NVIDIA fizikai AI-technológiáját alkalmazva a szállítószalagon elhelyezte, majd letette őket egy átadási ponton, ahonnan emberi kollégák vették át a munkát.
A projekt során a robot óránként 60 láda autonóm mozgatásával teljesítette az elvárásokat, két különböző ládaméretet is zökkenőmentesen kezelve. A robot napi üzemideje meghaladta a 8 órát, a teljesen önálló megfogási és lehelyezési feladatok sikerességi rátája 90 százalék felett alakult.

Négylábú ipari őrszemek
A vegyipari, energetikai létesítmények hatalmas, sokszor több négyzetkilométeres komplexumai rengeteg kockázatot rejtenek: a magas hőmérséklet, a kémiai reakciók és a potenciális tűzveszély mind folyamatos felügyeletet igényelnek.
Ezekre a kihívásokra tervezte az ANYmal névre keresztelt robotkutyát az ANYbotics vállalat, a Siemens megoldásait, illetve a Roboverse Reply virtuális és valós világot összekapcsoló platformját alkalmazva. A robotkutyát kifejezetten úgy fejlesztették, hogy megkönnyítse a karbantartási feladatokat összetett ipari környezetekben, és az ember számára veszélyes, piszkos, vagy nehezen hozzáférhető ellenőrzési feladatokat automatizálja.
Az ANYmal parancsra önállóan gyűjt pontos, jó minőségű adatokat több száz ellenőrzési pontról. A létesítményekről nagy felbontású 3D modelleket hoz létre, AI-alapú mobilitásának köszönhetően könnyedén navigál akár sötétben, többemeletes, lépcsőkkel tagolt csarnokokban is, miközben minden egyes küldetéssel egyre megbízhatóbban azonosítja és osztályozza az útjába kerülő objektumokat. Infravörös kameráival méri a szivattyúk és motorok hőmérsékletét, akusztikus szenzoraival pedig még az emberi fül számára nem hallható frekvenciákat is érzékeli, így akár a gázszivárgásokat is képes észlelni.
Azáltal, hogy a robot valós időben szűri és továbbítja a releváns adatokat az operátorok felé, az üzemek reaktív hibaelhárítás helyett prediktív karbantartási stratégiákat alkalmazhatnak.
Egy robot működéséhez számos részlet szükséges
Egy humanoid robot valódi értéke abban rejlik, ha a gyártóüzem integrált, együttműködő eszközévé válik. Ez valós idejű adatcserét jelent a termelési rendszerekkel és más autonóm irányítású járművekkel (AGV-kkel), a munkafolyamatok szinkronizálását más gépekkel és emberi kezelőkkel, valamint olyan alkalmazkodó működést, amely dinamikusan reagál a változó körülményekre. A mély integráció nélkül még a legkifinomultabb robot is elszigetelt megoldás marad.
Ezt biztosítja a Siemens: a digitális ikertől kezdve a mesterséges intelligenciával támogatott érzékelésen, az integrált vezérlésen és PLC–robot interfészeken át, egészen a flottakezelésig, az ipari kommunikációs hálózatokig és a hajtásrendszerekig. Az elemek együtt alkotják azt a digitális gerinchálózatot és automatizálási infrastruktúrát, amely biztosítja, hogy a humanoid robotok hatékonyan működjenek, és összehangoltan illeszkedjenek a teljes gyári környezetbe. Így valósul meg egy gyári szintű, ipari környezetben általánosan alkalmazható modell a humanoid robotok bevezetésére és üzemeltetésére.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
Új szint az energiatechnológiában – jövőálló megoldások a Schneider Electric Innovation Days 2026 programsorozatán

A jövőálló és fenntartható az energetikai infrastruktúra összetevői, szemléletváltás az épületeink esetében, az ipart átalakító szoftverek – többek között ezekre a témákra fókuszált a Schneider Electric június 8-11. között megtartott Innovation Days 2026 rendezvénysorozata. Az eseményen többtucatnyi előadás, esettanulmányok, valamint kerekasztal-beszélgetés mellett az érdeklődők megismerkedhettek a vállalat új, az energiatechnológiában szintlépést hozó megoldásaival is.
A világ egy új energiakorszakba lép át, amelyhez az energiatermelés és -elosztás mellett az épületeinknek és az iparnak is alkalmazkodnia kell. A Schneider Electric az energiatechnológia egyik legnagyobb hazai seregszemléjén, az Innovation Days-en azon túl, hogy bemutatta, milyen berendezések és megoldások segítik az alkalmazkodást, konkrét esettanulmányokon keresztül azt is prezentálta, hogyan működnek a jövőálló technológiák már most a gyakorlatban.
A rendezvénysorozat keretében az összesen mintegy 400 résztvevő közelebbről is megismerhette például a világ egyik vezető energiatechnológiai vállalata tisztított, sűrített levegőt használó középfeszültségű kapcsolóberendezését, az RM AirSeT-et, amelynek fő európai gyártóbázisa a Dunavecsén lévő Duna Smart Power Systems (DSPS) üzem. Az e-mobilitás és a hozzá tartozó töltési infrastruktúra nem csak egy gazdasági döntés, hanem tudatosan építjük vele a jövőt és a fenntarthatóságot, ennek jegyében a Schneider Electric bemutatta az e-mobilitás terjedését támogató megoldásait is.
Az Innovation Days 2026 egyik fontos üzenete volt, hogy az épületek esetében eljött az ideje egy alapvető szemléletváltásnak, amelynek eredményeként a bekerülési költség helyett a teljes életciklusra számított költségeket kell figyelembe venni az egyes projektek során. Már a tervezési fázisban fontos meghatározni a pontos felhasználói igényeket, mert akkor tudnak bekerülni azok az energetikai vagy épületüzemeltetési rendszerek és megoldások egy épületbe, amelyek később a Schneider Electric által kínált szoftverekkel és mesterséges intelligenciával az optimális működtetést támogatják.
Az ipar digitális átalakulásának felgyorsulásával egyre fontosabb szerepet játszanak a szoftverek. Az Innovation Days 2026 keretében a Schneider Electric bemutatta azt is, hogy milyen megoldásokkal támogatja az ipari vállalatok költséghatékony működését.
„Olyan technológiákat fejlesztünk, amelyek lehetővé teszik az új energiakorszak kialakítását, képessé téve az épületeket, adatközpontokat, gyárakat, üzemeket, infrastruktúrákat és hálózatokat arra, hogy nyitott, szoftver által vezérelt rendszerként működjenek. Hiszünk abban, hogy a tartós eredményekhez széleskörű együttműködés és szövetségesek szükségesek. Ezért is különösen fontos számunkra az Innovation Days 2026, hiszen itt amellett, hogy megmutathattuk partnereinknek a legújabb fejlesztéseinket, arra is lehetőségünk nyílt, hogy a piac helyzetéről és jövőjéről is beszéljünk. Partnereinkkel együtt egy olyan közösséget alkotunk, ami egyszerre támogatja az egyes vállalatok céljainak elérését és az olyan globális célok megvalósulását, mint az energiahatékonyság növelése, vagy a fenntarthatóság”
– mondta el Veres Zsolt, a Schneider Electric országigazgatója.
Újdonságok és trendek az energetikában
A szakmai előadások során szó esett arról, hogyan alakítja át a növekvő megújulóenergia-termelés és a prosumer szemlélet a hálózatok működését. A Schneider Electric a dunavecsei Duna Smart Power Systems okosgyár példáján keresztül bemutatta, hogyan kapcsolódhat össze a gyakorlatban a fenntarthatóság, a digitalizáció és az energiahatékonyság. Az előadások közös üzenete egyértelmű volt: a jövő energiarendszerei csak digitalizáltabb, rugalmasabb és fenntarthatóbb hálózatokra épülhetnek.

2026.06.09. Schneider Electric Innovation Day 2026
Fókuszban az épületek és az ipari automatizálás
A programsorozat keretében az intelligens és fenntartható épületek, illetve a lakóingatlan-fejlesztés kihívásai és lehetőségei is terítékre kerültek.
Olyan gyakorlati megoldásokat is bemutatott a Schneider Electric, amelyek már ma is támogatják a fenntartható és hatékony épületüzemeltetést. Szó esett arról, hogy a korszerű energiamenedzsment rendszerek egyszerre csökkenthetik a költségeket, növelhetik az ellátásbiztonságot és támogathatják a fenntarthatósági célok elérését. A résztvevők azt is megismerhették, hogyan segíthetnek a szakértői tanácsadási szolgáltatások az energiahatékonysági tartalékok feltárásában, valamint miként teremthet egyensúlyt a digitalizáció a vendégélmény és a hatékony energiafelhasználás között a szállodaiparban.
A program egyik kiemelt eseménye az a kerekasztal-beszélgetés volt, ahol a Wing Zrt., a Cordia és a Biggeorge képviselői osztották meg tapasztalataikat Feldmájer Benjámin, a Schneider Electric közép-európai régiójának fenntarthatósági vezetője moderálásával. A szakemberek egyetértettek abban, hogy a fenntartható fejlesztések terjedéséhez a szabályozás mellett célzott gazdasági ösztönzőkre és finanszírozási megoldásokra is szükség van. A hosszú távú energiahatékonyság és az alacsonyabb üzemeltetési költségek azonban már ma is a fenntartható beruházások legfontosabb értékteremtő tényezői közé tartoznak.
Az ipari automatizálási szakembereket váró Automation Club 2026 középpontjában az elektrifikáció, a digitalizáció, a kiberbiztonság, a hatékonyságnövelés és a munkaerőpiac átalakulása állt. Az előadások bemutatták, hogyan támogathatják a szoftveralapú automatizálási megoldások, a digitális iker technológiák és az energiamenedzsment rendszerek a rugalmasabb és hatékonyabb működést. Emellett szó esett az energiabiztonságot erősítő mikrohálózati megoldásokról, valamint a teljes gyárak és üzemek automatizálásában rejlő versenyképességi előnyökről is.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
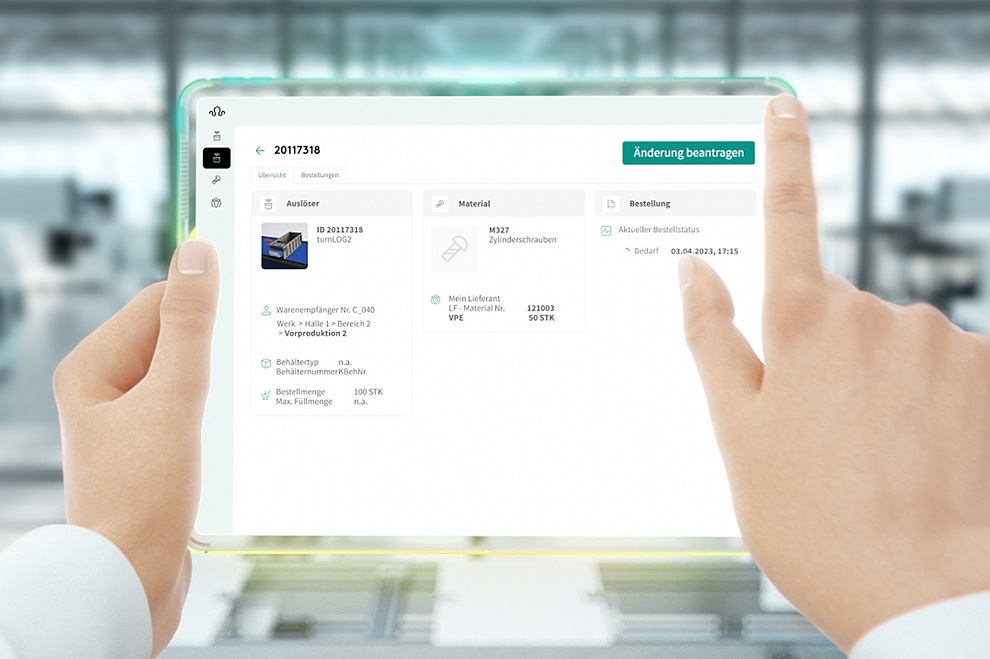
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás

A Keller&Kalmbach Logtopus platformja az IIoT és a felhőalapú adatelemzés eszközeivel segíti a gyártóvállalatokat abban, hogy valós időben kövessék nyomon és optimalizálják C-alkatrész-folyamataikat.
Egy termelősor leállásához nem feltétlenül egy kritikus géphiba vezet. Sok esetben elegendő egy hiányzó kötőelem, csavar vagy más C-alkatrész ahhoz, hogy a gyártás üteme megtörjön. Bár ezek az elemek egyenként alacsony értéket képviselnek, hiányuk jelentős fennakadásokat és költségeket okozhat.
A C-alkatrészek kezelése számos vállalatnál még ma is több, egymástól elkülönülő rendszerben zajlik. A készletinformációk gyakran különböző adatforrásokból érkeznek, a fogyás nyomon követése részben manuális folyamatokra épül, az utánrendelés pedig sok esetben csak akkor indul el, amikor a készletszint már kritikus közelségbe kerül. A komplex gyártási környezetekben és több telephelyet érintő ellátási láncokban ez egyre nagyobb működési kockázatot jelent.
Valós idejű rálátás a C-alkatrész-folyamatokra
A Keller&Kalmbach által fejlesztett Logtopus platform célja, hogy egységes képet adjon a vállalatok C-alkatrész-ellátási folyamatairól. A felhőalapú, ERP-független rendszer egyetlen digitális felületen gyűjti össze a készlet-, fogyási és utánpótlási adatokat, függetlenül attól, hogy a háttérben SAP, proALPHA vagy más vállalatirányítási rendszer működik.
A platform összekapcsolja a különböző adatforrásokat, így a beszerzési és logisztikai csapatok valós időben követhetik a készletek alakulását, az anyagfelhasználást és az utánpótlási folyamatokat. Ez lehetővé teszi, hogy a döntések ne utólagos helyzetértékelésre, hanem naprakész információkra épüljenek.

Az adatoktól a döntéstámogatásig
A modern készletgazdálkodás már nem kizárólag a készletszintek monitorozásáról szól. A vállalatok számára egyre fontosabb, hogy megértsék az adatok mögött meghúzódó összefüggéseket is.
A Logtopus a fogyási trendek, utánpótlási ciklusok és telephelyi sajátosságok elemzésével támogatja a készletszintek optimalizálását és a Kanban-rendszerek finomhangolását. A rendszer képes azonosítani azokat a mintázatokat, amelyek alapján pontosabban meghatározhatók az egyes alkatrészek optimális készletszintjei.
Ennek eredményeként csökkenthető a felesleges készletezésből eredő tőkelekötés, miközben mérsékelhető a hiányhelyzetek kialakulásának kockázata is. Az adatvezérelt működés hozzájárul a készletgazdálkodás kiszámíthatóságához és a termelés stabilitásához.
“A Logtopus egy olyan IIoT-platform, amely valós hozzáadott értéket teremt az ellátási lánc szereplői számára, és gyorsabb, átláthatóbb döntéshozatalt tesz lehetővé” – Andreas Jäger, Project Manager Customer Logistic and Services, Keller & Kalmbach
A rejtett kockázatok korai felismerése
A gyártási környezetben az egyik legnagyobb probléma, hogy a készlethiányok gyakran csak akkor válnak láthatóvá, amikor a fennakadás már megtörtént. Ilyenkor a vállalatok jellemzően kényszerhelyzetben reagálnak, miközben a rendelkezésre álló beavatkozási lehetőségek már korlátozottak.
A Logtopus ezt a logikát fordítja meg: a rendszer a fogyási minták és az ellátási adatok elemzésével előre jelzi azokat a helyzeteket, ahol készlethiány vagy utánpótlási kockázat alakulhat ki. Ez lehetőséget ad arra, hogy a vállalatok ne utólag reagáljanak, hanem időben beavatkozzanak – még azelőtt, hogy az alkatrészhiány termeléskiesést okozna. A proaktív kockázatkezelés közvetlenül hozzájárul a rendelkezésre állás növeléséhez, valamint a nem tervezett állásidők és ellátási fennakadások csökkentéséhez.
Digitális támogatás a változáskezelésben
A C-alkatrész-folyamatok működését rendszeresen érintik változások: új termékek bevezetése, tárolási struktúrák módosítása, gyártási volumenek átrendeződése vagy akár beszállítóváltások. Ezek a változások megfelelő nyomon követés nélkül könnyen kommunikációs hibákhoz, pontatlan készletadatokhoz vagy ellátási problémákhoz vezethetnek.
A Logtopus egy közös digitális felületen kezeli a folyamatmódosításokat, ahol a változtatások státusza, felelősei és végrehajtási lépései egyaránt nyomon követhetők. Ez egyszerűbbé teszi az együttműködést a beszerzési, logisztikai és termelési területek között.
Teljes belső logisztikai rálátás
A platform nem áll meg a beszállítói vagy raktári szintnél. A belső anyagáramlás – a készletmozgások, Kanban-rendszerek, RFID-alapú megoldások vagy hibrid modellek – ugyanúgy részét képezi a rendszernek.
A cél egy olyan átfogó működési kép kialakítása, amelyben a vállalatok nem különálló részfolyamatokat kezelnek, hanem a teljes belső ellátási láncot egységes rendszerként tudják áttekinteni. Az IIoT-alapú adatgyűjtés és a felhőalapú feldolgozás révén a működés állapota valós időben követhető, ami támogatja az Ipar 4.0 környezetben elvárt gyors és adatvezérelt döntéshozatalt.

Vissza a vezetőülésbe
A C-alkatrészek kezelése hosszú ideig háttérfolyamatnak számított a gyártóiparban. A növekvő ellátásilánc-kockázatok, a komplexebb termelési struktúrák és az egyre szigorúbb hatékonysági elvárások azonban új megközelítést tesznek szükségessé.
A digitális megoldások ma már lehetővé teszik, hogy a vállalatok részletes képet kapjanak készleteikről, utánpótlási folyamataikról és belső logisztikai működésükről. A Logtopus erre építve támogatja a beszerzési és logisztikai döntéseket, hozzájárulva az ellátásbiztonság növeléséhez, a működési kockázatok csökkentéséhez és a gyártási folyamatok stabilitásához.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!



Népszerű

Magyarul is beszélő vércukormérő segíti a látássérült és gyermek diabéteszes betegeket

Okoseszközök a fürdőszobában: intelligens reggeli rutin

Az energiahatékonysági fejlesztéseket és az elektrifikáció felgyorsítását sürgeti az Európai Unióban a Schneider Electric

Minden harmadik budapesti egyedül érzi magát mások társaságában is

Ismét magyar díjazott a nemzetközi médiaversenyen


A sportszurkolóknak készült Sports Playbook valós idejű sportstatisztikákat és elemzéseket jelenít meg közvetlenül a képernyőn

Százezrek hiányoznak a munkaerőpiacról, és nincsenek rejtett tartalékok

Országos kamarai program indul a vállalkozások adminisztrációs terheinek csökkentésére

Az MKIK üdvözli az uniós források hazahozataláról szóló megállapodást

A Haleon az UEFA Medical első egészségügyi partnerévé válik egy többéves együttműködés keretében











Technokrata.hu
Már nem csak az árak, hanem az AI is formálja, hova megyünk nyaralni
RESTART a természetvédelemben – Kisapátiban találkoznak a hazai zöldek
Az intelligens energiarendszerek megvalósítása mellett állt ki a VivaTech-en a Schneider Electric
Huzat, pollen és szmog – a magyarok fele nem bírja a nyári szellőztetést
Ládapakoló humanoidok és gázszivárgást szimatoló robotkutyák
Új szint az energiatechnológiában – jövőálló megoldások a Schneider Electric Innovation Days 2026 programsorozatán
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás
Másképp döntenél ma, mint februárban?
Jelentős növekedés várható az ökológiai vetőmagok piacán
3D nyomtatástól a késztermékig: miért vált kulcskérdéssé az utókezelés?
Műszaki-Magazin.hu
Intelligens energiarendszerek megvalósítása
Robot a konyhában
Az új Trend elektromos Allrounder gép hazai bemutatója
Ládapakoló humanoidok és gázszivárgást szimatoló robotkutyák
Új szint az energiatechnológiában – jövőálló megoldások
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás
Wikimedia–NJSZT: a magyar informatikai örökségért
Robotok a munkahelyen – Készen állunk rá, hogy közösen dolgozzunk velük?
Az Audi Hungaria megkezdte az új MEBeco elektromos hajtás sorozatgyártását
Arrabona Racing Team: a második elektromos szezon
-

 Gazdaság2 hét ago
Gazdaság2 hét agoAz elektromos járművek villanyozhatják fel az autólízing szektort
-
Ipar2 hét ago
Ipari léptékű SLS 3D nyomtató a Formlabs-tól: bemutatkozott a Fuse X1
-
Ipar2 hét ago
Új megoldások a mesterséges intelligenciát kiszolgáló adatközpontok hűtéséhez
-
Egészség1 hét ago
Európa egészségesebb és fenntarthatóbb étrendet keres – Nyilvánossá váltak a PLAN’EAT projekt eredményei
-
Szórakozás2 hét ago
Jön a BeerUP Tech Fest: ingyen sör, technológiai mélységek és fesztiválhangulat
-
Gazdaság2 hét ago
Kkv-körkép: visszafogott bér- és juttatási tervek
-
Mozgásban2 hét ago
Nyári autós útikalauz: különleges célpontok, ahol még a zsúfolt autópályákat is elkerülhetjük
-
Szórakozás1 hét ago
Szabadtéri fotókiállítás nyílt a Millenárison a negyvenéves a Hungaroringről















