
Ipar
Német Logisztikai Díjat kapott a digitális ikerért a Dachser és a Fraunhofer IML

A Német Logisztikai Szövetség (BVL) zsűrije a Dachsernek és a Fraunhofer IML-nek ítélte oda a 2023-as Német Logisztikai Díjat az @ILO (Advanced Indoor Localization and Operations) nevű digitális iker technológiáért.
A két cég együttműködése során a DACHSER Enterprise Labnál kifejlesztett és már két telephelyen is tesztelt technológia automatikusan létrehozza és folyamatosan frissíti az átrakó raktárban valamennyi küldemény és munkafolyamat helyzetének és státuszának digitális ikerpárját. A munkatársak ezután elektronikusan követhetik nyomon ezeket a valós idejű információkat az irodai számítógépen vagy akár mobileszközön.

Az @ILO digitális iker növeli a raktárakban az átláthatóságot. A munka egyes lépései optimalizálhatók, és kevesebb időt vesznek igénybe. Az alkalmazás nemcsak a raktári dolgozók és a járművezetők, hanem az ügyfelek számára is előnyös, mivel a jövőben pontosabb információkat kaphatnak szállítmányaikról. Az @ILO digitális iker a DACHSER Enterprise Labnál végzett több mint hatéves kutatás eredménye. A laborban a logisztikai szolgáltató szakértői és a Fraunhofer Institute for Material Flow and Logistics IML kutatói kis létszámú csapatokban dolgoznak az európai gyűjtőszállítmányozási hálózat és az átrakó raktárak innovációin.
„Azért folytatunk közös kutatásokat a Fraunhofer IML-lel, hogy előmozdítsuk a logisztika digitalizációját, és tovább javítsuk az ügyfeleinknek nyújtott szolgáltatások minőségét”
– mondta Burkhard Eling, a Dachser vezérigazgatója a berlini díjátadón.
„Így biztosítjuk vállalatunk jövőbeni fejlődését. A közös munka egy olyan, a gyakorlatban használható innovációt eredményezett, amely a Német Logisztikai Díj zsűrijét is meggyőzte. Mindez igazolja törekvéseinket, és megerősíti motivációnkat.”
A Dachser most azt tervezi, hogy tovább lép innovációjának fejlesztésében. A családi tulajdonban lévő vállalat várhatóan 2024-ben kezdi meg az új technológia fokozatos bevezetését európai telephelyein.

„Digitális átalakulásunk döntő mérföldköve az @ILO digitális iker technológia, amely szinte kvantumugrásnak felel meg a logisztikában”
– mondta Eling.
„Átültetjük a kutatást a gyakorlatba, mégpedig egész Európában”
– mondta Prof. Michael ten Hompel, a Fraunhofer IML ügyvezető igazgatója.
„Ez még a Fraunhofer IML hosszú történelmében is kiemelkedő kutatási siker. Egyértelműen megmutatkozott, mennyire megéri összekapcsolni a tudományos kutatást a gyakorlati alkalmazással. Különösen igaz ez akkor, ha az interdiszciplináris együttműködés olyan intenzíven és fenntarthatóan zajlik, mint a DACHSER Enterprise Labben.”
Bizonyíték a gyakorlatban: előtérben a mesterséges intelligencia és az automatizálás
Az @ILO szoftverben található speciális MI-alapú algoritmusok értelmezik a raktár mennyezetén lévő több száz optikai szkenner által másodpercenként gyűjtött adatokat. Ezen adatok alapján automatikusan és azonnal azonosítják, illetve lokalizálják az összes csomagot. A jövőben a küldemények tényleges terjedelmét is mérni fogják ezzel a módszerrel. Így létrejön egy teljes, mindig naprakész kép a raktárról és az ott zajló folyamatokról – egy digitális iker.
Ez a technológiai innováció már a gyakorlati munkafolyamatokba integrálva is bizonyított a München melletti Unterschleißheimben és a Heilbronn melletti Öhringenben található @ILO kísérleti átrakó raktárakban. A bejövő és kimenő áruk között végrehajtott egyes folyamatok 15-35 százalékkal gyorsabban zajlottak le a tesztek során. Ezt olyan műveletek kiküszöbölésével sikerült elérni, mint a vonalkódok kézi beolvasása és a csomagok napi kézi leltározása. Ennek eredményeképpen a rövidtávú szállítójárművek a nap folyamán korábban megkezdhetik a kiszállításokat, ami a sofőröknek előnyt biztosít a reggeli csúcsforgalomban.
„A mesterséges intelligencia és az automatizálási technológiák alkalmazásával a gyűjtőcsomagok kezelésében magas minőséget tudunk biztosítani, miközben megfelelünk az ügyfelek összetett igényeinek is. Segít nekünk abban is, hogy leküzdjük a helyhiányból és a szakképzett munkaerő hiányából adódó kihívásokat”
– mondta el Alexander Tonn, a Dachser Road Logistics igazgatója.
„Az olyan új technológiák, mint az @ILO digitális iker, a számunkra szükséges a valós idejű adatokat biztosítják. A technológia azonban akkor teremt igazán értéket, ha támogatja és tehermentesíti a kollégákat a mindennapi munkában – az @ILO pedig a kísérleti telephelyeken lenyűgözően bizonyította, hogy pontosan erre képes.”

A következő innovatív lépés: mesterséges intelligencia által támogatott rakodás
Stefan Hohm, a Dachser fejlesztési igazgatója tisztában van az @ILO-ban rejlő jövőbeni lehetőségekkel:
„A csomagok teljes mértékben automatizált, folyamatos mérése jelenti a következő lépést a Logisztika 4.0 felé, amelyet a Fraunhofer IML-lel közösen teszünk majd meg kutatási partnerségünk keretében”.
A tesztek során, tette hozzá Hohm, a rendszer képes volt nagy pontossággal meghatározni a csomagok hosszát, magasságát és szélességét, mégpedig valós időben, mérőállomások bevonása nélkül. Amint a rendszer teljes mértékben készen áll a gyakorlati használatra, az egyes csomagokról kapott térfogatadatokat intelligens algoritmusokba lehet majd táplálni, hogy segítsék például a rakodást és az útvonaltervezést, és tovább növeljék a csereszekrények, pótkocsik és rövidtávú szállítójárművek kapacitáskihasználtságát.
„Ez csökkenti a szállítási kilométereket és a szén-dioxid-kibocsátást is.”
Ezen kívül a Dachser és a Fraunhofer IML jelenleg egy olyan, egyszerűsített @ILO rendszert fejleszt, amelyet az ügyfél a saját raktárának rakodási területére is felszerelhet, így növelve a szállítmány követhetőségét az indítás pontjától kezdve.
„Ám ezen a területen rengeteg kutatás vár még ránk”
– tette hozzá Hohm.
További részletek az @ILO működéséről
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!











Ipar
Desktop helyett ipari lépték: mikor érdemes nagyformátumú 3D nyomtatásra váltani

Az asztali 3D nyomtatás sok vállalatnál gyorsan eljut arra a pontra, ahol a projektek egyszerűen kinövik a rendelkezésre álló munkateret.
A nagyobb alkatrészek ilyenkor darabolva készülnek, majd ragasztással, csavarozással állnak össze – ami egy ideig működő megoldás, de egyre több kompromisszumot jelent minőségben, időben és megbízhatóságban. Ilyenkor merül fel a kérdés: nem lenne-e hatékonyabb nagyformátumú 3D nyomtatásra váltani?
Erre a dilemmára is választ kaphatnak az ADMASYS HU stand látogatói az idei Ipar Napjai kiállításon, ahol élőben is bemutatkozik a nagyformátumú ipari additív gyártás egyik meghatározó rendszere, a BigRep VIIO 250.
Nem csak nagyobb alkatrészekről van szó
A nagyformátumú 3D nyomtatás – akár 1000 × 1000 × 1000 mm-es térfogattal – új megközelítést tesz lehetővé az additívra tervezésben és gyártásban. Az eddig több darabból összeállított alkatrészek, gyártósablonok és célszerszámok egyben is előállíthatók, ami jelentősen csökkenti az összeszerelési időt és a hibalehetőségeket.
Az utólagos illesztés elhagyhatóvá válik, így nő a szerkezeti integritás és javul a méretpontosság is. Ez különösen fontos olyan iparágakban, ahol a gyors iteráció, az ismételhetőség és a megbízhatóság versenyelőnyt jelent.
Ugyanakkor a siker nem kizárólag a méreten múlik. Az anyagválasztás, a gyártási folyamatokba való integráció és a megfelelő nyomtatási stratégia mind meghatározó tényezők. A nagyformátumú technológiák alkalmazása ezért jellemzően átgondolt bevezetést igényel.

Gyakorlati tippek: mitől lesz sikeres a léptékváltás?
A nagyformátumú 3D nyomtatás úttörője, a német BigRep az elmúlt években számos iparágban szerzett tapasztalatot a technológia ipari alkalmazásában. Az általuk készített szakmai anyagok rávilágítanak arra, hogy az elérhető sikereket nem pusztán a nyomtatási térfogat határozza meg.
A megfelelő alkalmazási területek kiválasztása, a célnak megfelelő alapanyagok azonosítása, a gyártási workflow átalakítása és az üzleti célokhoz illesztett bevezetés kulcsfontosságú.

Az érdeklődő vállalatok számára készült BigRep e-book gyakorlati útmutatót ad többek között:
- a nagyformátumú 3D nyomtatás bevezetésének első lépéseihez,
- az iparági alkalmazási példákhoz,
- valamint a sikeres átállások tapasztalataihoz.
Töltse le ezen a linken!
ADMASYS HU: változatlan csapat és szakértelem új név alatt
A hazai piacon a BigRep megoldásait is kínáló ADMASYS HU Kft. az egyik, ha nem a legrégebbi, márkafüggetlen 3D technológiai specialista. A vállalat korábban FreeDee Kft. néven működött, a közelmúltban azonban – regionális terjeszkedésével összhangban – megújult márkanévvel folytatja tevékenységét.
Az idei Ipar Napjai kiállításon a cég most először jelenik meg az új ADMASYS brand alatt és több újdonságot is bemutat a hazai szakmai közönség számára.
3D tech premierek az Ipar Napjain
Az ADMASYS HU stand egyik kiemelt eleme a BigRep VIIO 250 lesz, amelyet most mutatnak be először az Ipar Napjain. A rendszer a nagy méretű, funkcionális alkatrészek ipari gyártására kínál megoldást, új lehetőségeket nyitva a szerszámozás, prototípusgyártás és a kis sorozatú termelés területén.
A standon emellett az ADMASYS csoport széles portfóliójából számos bizonyított és frissen bemutatkozó 3D nyomtató és 3D szkenner rendszer is megtekinthető lesz:
- Az ipari metrológia területén egyre nagyobb szerepet kapó Shining 3D csúcskategóriás rendszerei közül bemutatkozik a FreeScan Omni – amely egyedülálló módon azonnali, fedélzeti minőségellenőrzést tesz lehetővé –, a szintén vezeték nélküli EinScan Rigil, valamint a FreeScan Trak Nova, amely nagyméretű objektumok gyors és pontos mérésére alkalmas.
- A Formlabs SLS és SLA technológiái szintén megjelennek, végtermék minőségű additív sorozatgyártási lehetőségeket demonstrálva.
- Látható lesz az akár ötfejes Prusa XL nyomtató is, amely új szintre emeli a többanyagú FDM nyomtatást.
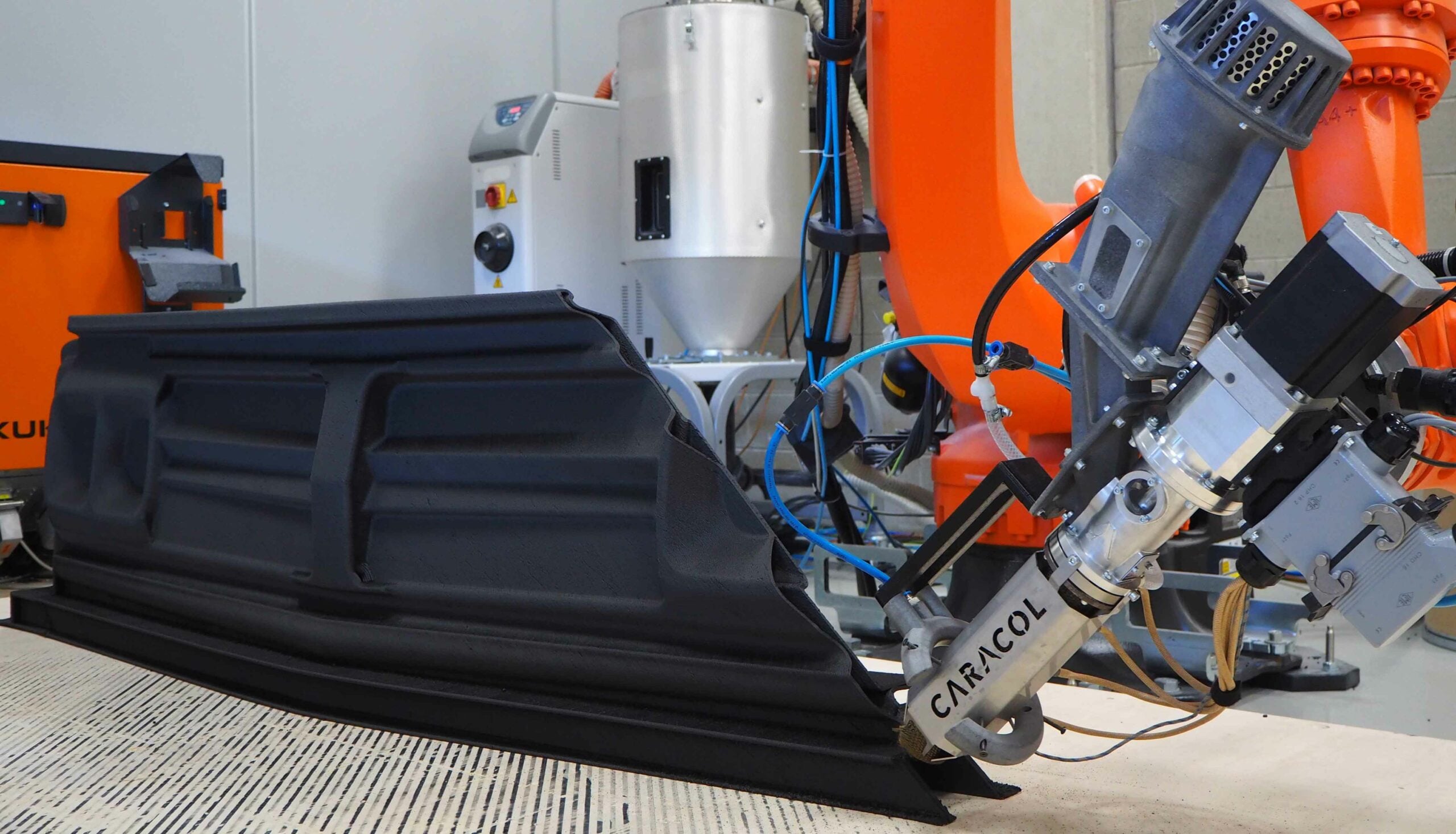
- Emellett olyan speciális technológiai megoldások is bemutatásra kerülnek, mint a Nikon SLM Solutions fémnyomtatási alkalmazásai, illetve az olasz CARACOL AM robotkaros rendszereivel készült nagyformátumú nyomatok.
A kiállítás lehetőséget ad arra, hogy a látogatók ne csak elméleti szinten, hanem működés közben is megismerjék a legújabb additív gyártási technológiákat, és képet kapjanak arról, hogyan illeszthetők be ezek a meglévő ipari folyamatokba.

A díjmentesen belépés az Ipar Napjaira előzetes regisztrációhoz kötött, amit itt tudnak megtenni az érdeklődők.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
A Schneider Electric és a Deloitte összefogásával még jobban felpöröghet az ipar digitális átállása

A mesterséges intelligencia (MI) és a fejlett analitika integrálása, a nyílt, szoftveralapú automatizációs platformokban rejlő lehetőségek kihasználása, alkalmazkodóképes, a hatékonyságot és a rugalmasságot javító üzemeltetési folyamatok megvalósítása – többek között ezt kínálja a vállalkozások számára a Schneider Electric és a Deloitte együttműködése.
Napjainkban minden eddiginél nagyobb nyomás nehezedik a vállalatokra, hogy a hatékonyság megőrzése mellett bővítsék tevékenységüket, miközben a költségeket is kontroll alatt tartsák. Sok cég ennek ellenére továbbra is ragaszkodik az elavult működési modellekhez, amelyek egy gyorsan változó piaci környezetben korlátozzák az innovációs lehetőségeiket, valamint az alkalmazkodó- és versenyképességüket. Ez a probléma különösen élesen jelentkezik az eszközigényes iparágakban, ahol a mesterséges intelligencia, az IT/OT (információs technológia/üzemeltetési technológia) integráció és a digitális platformok együttes megjelenése jelentősen átformálja a lehetőségeket. Ezeknek a kihívásoknak a leküzdése és az új távlatok megnyitása nem csupán technológiát igényel: a vállalatoknak világos stratégiákra, bevált módszertanokra és megbízható ökoszisztémákra van szükségük annak érdekében, hogy tartósan magas színvonalon működhessenek.
A Schneider Electric, a világ egyik vezető energia-technológiai vállalata és a Deloitte a Hannover Messe kiállításon jelentette be együttműködését, amelynek célja, hogy segítse az ügyfeleiket – a termelőcégektől és egyéb ipari szereplőktől kezdve az adatközpont üzemeltetőkig és infrastruktúra-szolgáltatókig – a teljes üzleti tevékenységükre vonatkozóan a folyamataik modernizálásában és új lehetőségek kiaknázásában. A partnerség eredményeként a cégek a versenyképességük digitális korszakban való megőrzéséhez szükséges, vállalati-szintű átalakuláshoz egyszerre kaphatják meg a Deloitte stratégiai tervezés, folyamat- és technológiai átalakítás területén meglévő tudását és a Schneider Electric szakértelmét, valamint az MI-alapú üzemeltetési és szoftvertechnológiáját.
A két cég többek között már bizonyított IT/OT integrációs megoldásokkal modernizálja az ügyfelek ipari működését és támogatja az átfogó digitális átalakulásukat. Lehetőséget kínálnak arra is, hogy a vállalkozások megszabaduljanak az elkülönülten működő, elavult rendszereiktől és jobban kihasználják a nyílt, szoftveralapú automatizálási platformok előnyeit. A Schneider Electric és a Deloitte együttműködése révén kínált megoldásokkal az ügyfelek integrálhatják a mesterséges intelligenciát a fejlett analitikával, jelentősen lerövidítve így az időt, amíg a beruházásaikból jövedelemtermelő tevékenységek lesznek, javítva ezáltal az üzleti hatékonyságot. Megnyílik a lehetőség arra is, hogy a hatékonyságot és rugalmasságot javító, alkalmazkodóképes és jövőálló működési modellt vezessenek be a cégek.
„A szervezetek tisztában vannak azzal, hogy változtatniuk kell, de sokuknál hiányzik egy olyan terv, amely egyesíti az üzleti stratégiát a megfelelő digitális és OT alapokkal. A mi technológiai tudásunkat és a Deloitte működési hatékonyság javítására és a vállalati szintű változások támogatására vonatkozó tapasztalatait ötvözve olyan eszközöket adunk ügyfeleink kezébe, amelyekkel gyorsan és magabiztosan haladhatnak előre”
– mondta el Gwenaelle Huet, a Schneider Electric „Industrial Automation” területért felelős ügyvezető alelnöke.
„Az igazi digitális átalakulás sokkal többről szól, mint új eszközök bevezetéséről; megköveteli a szervezet versenyképességének és növekedésének újragondolását. A Deloitte rendelkezik a szükséges képességekkel ahhoz, hogy ezt a változást végigkísérje a vállalat minden szintjén és ezt egyesítve a Schneider Electric OT-szakértelmével és MI-alapú ipari technológiájával új lehetőségeket kínálhatunk az ügyfeleink számára az átalakuláshoz, és biztosíthatjuk a megvalósításához szükséges precizitást is”
– tette hozzá Ajai Vasudevan, a Deloitte „Global Smart Operations” területért felelős vezetője.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
A Schneider Electric és a Microsoft együtt gyorsítják fel a gyártás modernizációját

Jelentős időmegtakarítást, a mérnöki folyamatok felgyorsítását és rugalmasabb működést hozhat a termelőcégek számára a Schneider Electric és a Microsoft együttműködése. A két vállalat a Hannover Messe kiállításon mutatja be, hogyan kapcsolható össze az automatizálás, a felhőtechnológia és a mesterséges intelligencia egy hatékonyabb gyártást lehetővé tevő, egységesebb ipari környezet létrehozása érdekében.
A termelőcégeknek egyszerre kell megbirkózniuk a bővülő termékpaletta, az ellátási láncok kapcsán jelentkező bizonytalanságok és a modernizáció biztonságos módon történő megvalósítása jelentette kihívásokkal. A Schneider Electric, a világ egyik vezető energia-technológiai vállalata és a Microsoft stratégiai együttműködése olyan megoldásokat kínál számukra, amely lehetővé teszik a mérnöki folyamatok felgyorsítását, a működésük korszerűsítését, valamint a rugalmasságuk és az ellenállóképességük növelését.
A két vállalat az április 20-24. között megrendezett Hannover Messe kiállításon mutatja be a gyártási hatékonyságot új szintre emelő, már a gyakorlatban is bizonyított koncepciót. Az együttműködés ipari tevékenységet támogató alapját a Schneider Electric nyílt, szoftveralapú automatizálási platformja, az EcoStruxure Automation Expert biztosítja, amely a telephelyeken, edge- és hibrid környezetekben egyaránt alkalmazható. Ezt az alapot egészítik ki a Microsoft Azure felhő- és mesterségesintelligencia-szolgáltatásai (MI), amelyek összehangolják, elemzik és optimalizálják az ipari folyamatokat. A koncepció eredménye pedig az MI-ügynökökkel támogatott gyártáson, a nyílt automatizáláson és a teljes körű fenntarthatóságon alapuló egységes megközelítés.
Az EcoStruxure Automation Expert lehetővé teszi a gyártók számára, hogy miután már egyszer létrehozták, szimulálták a működését, validálták és alkalmaztak egy automatizálási logikát, azt bárhol újra használhassák újrahangolás nélkül. A Schneider Electric átfogó, a biztonság, a megfelelőség és az ipari integráció terén meglévő szakértelme még a szigorúan szabályozott környezetekben is megfelelő megbízhatóságot nyújt.
„Az MI-ügynökökre épülő dizájntól kezdve a szoftveralapú működésig a Microsoft és a Schneider Electric egyetlen, interoperábilis munkafolyamatot kínál, amely következetesen validálja, szimulálja és alkalmazza az automatizálási logikát felhő- és edge-környezetben egyaránt”
– mondta el Gwenaelle Huet, a Schneider Electric „Industrial Automation” területért felelős ügyvezető alelnöke.
Míg a hagyományos automatizálási megoldások külön eszközöket és a feladatok átadását igénylik minden egyes fázisban – a mérnöki tervezéstől a szimuláción és az üzembe helyezésen át az üzemeltetésig –, a közös platform ezeket egyetlen, jól nyomon követhető munkafolyamatba sűríti. A koordinátor által összehangolt specializált MI-ügynökök automatizálják a rutinszerű tervezési döntéseket, és még a felhasználás előtt validálják az automatizálási logikát, csökkentve ezáltal a tervezéstől a megvalósításig tartó átfutási időt, valamint javítva a már elsőre megfelelő eredmények arányát. A Schneider Electric gyártók számára fejlesztett ipari copilotja, amelyet az Azure AI működtet, már most is kézzelfogható eredményeket hoz a gyakorlatban: a mérnöki csapatok akár 50 százalékos időmegtakarítást is elérhetnek a vezérlési konfigurációs és dokumentációs feladatok esetében, miközben a gyártósorokon korábban heteket igénylő módosítások ma már órák alatt elvégezhetők.
A H2E Powerrel, az indiai zöldhidrogén-piac egyik úttörőjével megvalósított projekt során a platform több mint 6000 órányi stabil autonóm működést biztosított az egyik legnagyobb kihívást jelentő ipari környezetben. Mindeközben támogatásával akár 10 százalékos csökkenés is elérhető volt a hidrogén fajlagos költségében, ami egy tipikus, 10 MW-os üzem esetében évente körülbelül 500 000 eurónak megfelelő megtakarítást jelent.
„Az ügynökalapú dizájnnal bezárjuk a mérnöki elképzeléstől a gyakorlati megvalósításig terjedő kört: automatizáljuk a döntéseket, korai validálást kínálunk és újra felhasználható automatizálási csomagokat teszünk elérhetővé, amelyeket a Schneider Electric felhő- és edge-környezetben egyaránt tesztelhet és alkalmazhat”
– jelentette ki Dayan Rodriguez, a Microsoft „Manufacturing and Mobility” területért felelős vállalati alelnöke.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!


Népszerű

A mesterséges intelligencia válaszhatja ki a jövő céges autóját?

Áprilisban kivirágzik az újcirkusz a Nehru parton és a Trafóban!

A bizalmi vagyonkezelés – Átfogó útmutató a vagyontervezés leghatékonyabb eszközéről

Innováció a szakképzésben: Győri Járműipari Tudásközpont

Elissza a vizünket a mesterséges intelligencia?


Lakásbiztosítás: sokan hagyták a kampány végére a váltást

BMW-dominancia a használt motorpiacon 2026 elején

Együttműködési megállapodást kötött a Hungarian Procurement Community (HPC) és a Magyar Logisztikai Egyesület (MLE)

Már minden negyedik csomag külföldről érkezik

Értékesítési rekorddal nyitotta az évet a BMW Magyarországon











Technokrata.hu
Minimálisan gyorsult az ingatlanpiac forgási sebessége
Futók lepték el a Balatont
Megérkezett a soundcore Space 2
Az AI-os dokumentumfeldolgozás már nem kísérlet: így dolgoznak a magyar vállalatok napi több ezer számlával, szerződéssel
Közel félmillió felhasználó használja a Bitget AI-alapú kereskedési infrastruktúráját – derül ki a Messari jelentéséből
Desktop helyett ipari lépték: mikor érdemes nagyformátumú 3D nyomtatásra váltani
Gigabit-képes optikai hálózatot fejleszt 16 vármegye 41 járásában a Telekom
Le Mans-i 24 órás futam: a Széchenyi István Egyetem és Talmácsi Gábor cégének közös innovációja
Itt a tavaszi nagytakarítás ideje – ezt az 5 hibát követik el a legtöbben az autójuk tisztításakor
Fordulat az ingatlanpiacon: erősödő vevői pozíciók és növekvő alku
Műszaki-Magazin.hu
Lányok Napja a Boschnál
Desktop helyett ipari lépték: mikor érdemes nagyformátumú 3D nyomtatásra váltani
A Festo bemutatja a HPSX univerzális adaptív megfogót
Hannover Messe 2026
Megjelenhet az evolúcióra képes mesterséges intelligencia
Nem az eszköz, hanem a tudás hiányzik az iskolákból
Light+Building 2026
Fényvillanással mérik a láthatatlant Szegeden
A gépi érzékelés csodája. A szenzorok és ami mögöttük van
Humanoid robotika: a Schaeffler Hermes-díjat nyert innovatív aktuátorplatformjával
-

 Ipar2 hét ago
Ipar2 hét agoAdditív gyártás 2026: ipari fordulópont
-
Ipar2 hét ago
Az ipari intelligencia alkalmazása
-
Gazdaság2 hét ago
Így nézhet ki az üzleti kommunikáció következő évtizede
-
Ipar2 hét ago
A Zyxel Networks strapabíró WiFi 7 hozzáférési pontot dob piacra zord ipari környezetekhez
-
Gazdaság2 hét ago
Már social media és Google-kampányokra is pályázhatnak a kkv-k
-
Gazdaság2 hét ago
Átalakítja a blockchain az ingatlanpiacot?
-
Ipar2 hét ago
Stagnáló piacon is növekedett a Mapei
-
Okoseszközök1 hét ago
Gyorsabb, valós idejű és intelligensebb: így újult meg a Hangsávszerkesztő a Galaxy S26 szériával















