
Ipar
Közös szabványok kidolgozására törekszik az intralogisztika

Iparágakon átívelően a gyártóvállalatok és a raktárlogisztikai feladatokat elvégző szolgáltatóik folyamatosan arra törekednek, hogy optimalizált folyamatokkal nézhessenek szembe olyan kihívásokkal, mint a munkaerőhiány, a növekvő konkurencia, illetve az agilis gyártásra valamint a gyors kiszállításra vonatkozó követelmények. Az energiakrízis pedig ezeket a törekvéseket még inkább relevánssá teszi
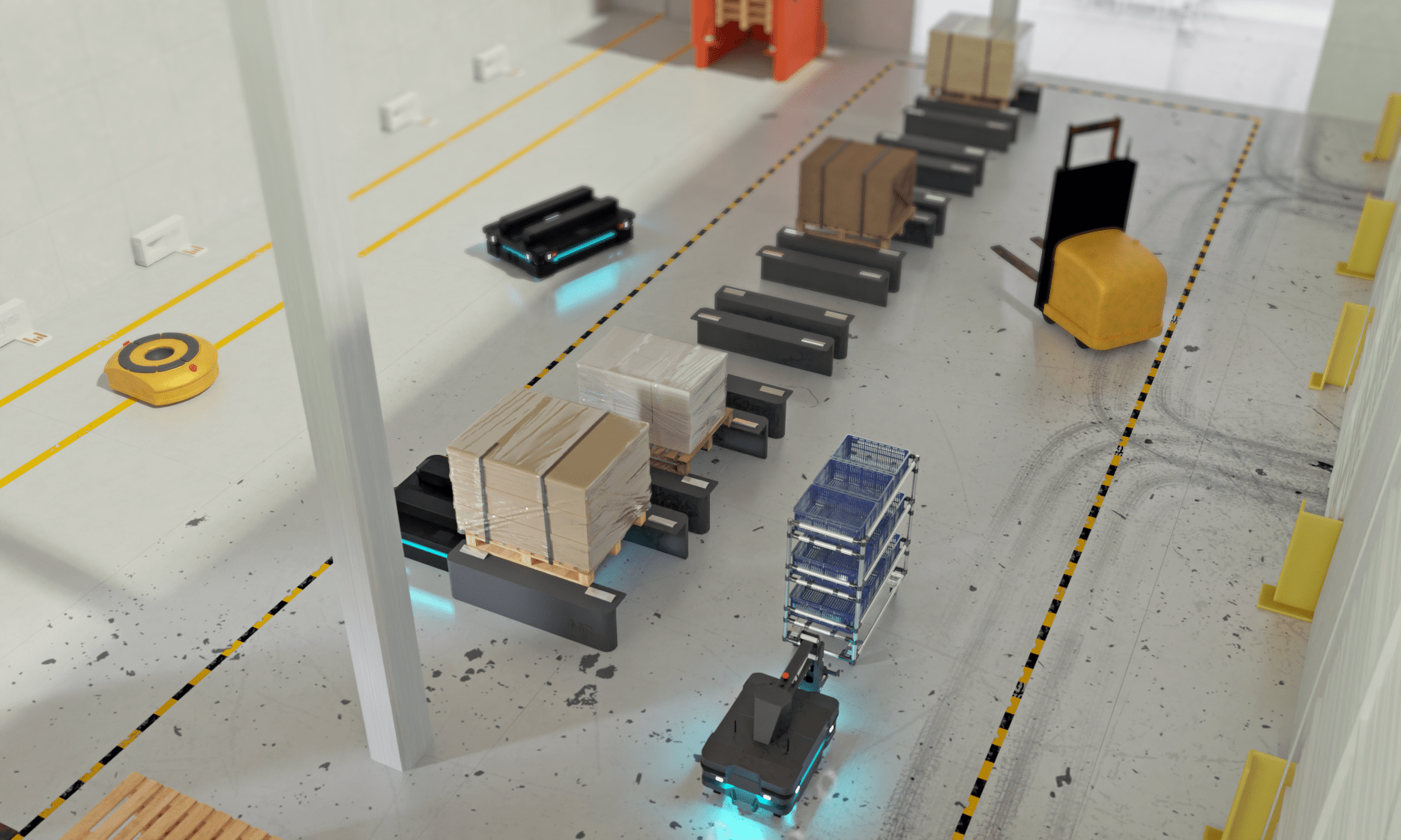
Ahogyan az AMR-ek egyre elterjedtebb technológiává válnak, a gyártóknak, raktáraknak és elosztó központoknak egyre fejlettebb követelményeknek kell megfelelniük. Az anyagmozgatás specializált automata támogatására van szükségük, az általános AMR-ektől kezdve villás- és emelőtargoncákon át az önvezető járművekig (AGV-k), hogy gyorsabban és pontosabban vehessék át, tárolhassák, mozgathassák és szállíthassák az árukat.
Az automatizációs trendek gyors ütemben való növekvése és a különböző AMR-ek és egyéb automata járművek telepítése azt eredményezi, hogy egyre komplexebb szituációkkal kel számolni. Nagy valószínűséggel a logisztikai rendszerek különböző gyártóktól kerültek beszerzésre, mind eltérő működési szabványokkal és különálló vezérlőrendszerekkel. Az ilyen mértékű komplexitás nem ideális azoknak a végfelhasználóknak, akik a könnyű használatot, valamint az AMR-ek és az automata járművek teljes flottájának egy rendszeren belüli átfogó vezérlését keresik.
A válasz a szabványokban keresendő
Az interoperabilitás egy központi kezelőrendszer azon képessége, melynek köszönhetően a különböző gyártók flottahardvereivel egyetlen vezérlési forrásból és interfészen keresztül képes kommunikálni és együttműködni, ezáltal is csökkentve az AMR-ek további alkalmazásának akadályait. Az ügyfél szempontjából ez már első ránézésre is kimondottan logikus, hiszen miért kellene egyetlen szállítóhoz kötődni, ha a szolgáltatás kereskedelmi árucikké is tud válni? Annak ellenére viszont, hogy az interoperabilitás megteremtéséhez szükséges szabványok alapjait már létrehozták (pl. MassRobotics ás VDA 5050), még egy nagyon hosszú utat kell megtenni, mielőtt az interoperabilitásban rejlő előnyöket igazán ki lehetne használni.
VDA 5050 és MassRobotics
A VDA 5050 a különböző – akár más-más gyártótól származó – önvezető járművek közötti, egy rendszerben történő kommunikációra szolgáló európai szabvány, mely a vezérlőréteg és a jármű közti interfészeket és protokollokat tartalmazza. Ezt az AMR-ekre is ki lehet terjeszteni, amennyiben feladják autonómiájuk egy részét.
A MassRobotics az interoperabilitási szabvány amerikai változata, melynek célja, hogy olyan szabványokat dolgozzon ki, amelyek lehetővé teszik a különböző gyártóktól származó AMR-ek és egyéb automata berendezések üzembe helyezését és együttműködését egyazon környezetben. Ennek a szabványnak köszönhetően különböző típusú robotok állapotinformációkat és működési konvenciókat oszthatnak meg egymással, aminek eredménye, hogy hatékonyan tudnak egy helyen dolgozni.
Jelenleg mind a VDA 5050 és a MassRobotics is korai stádiumban van, és a legfrissebb verziók még csak az alapvető funkciókra vonatkoznak, mint amilyen például a parancsok kommunikációja az AMR-ek/AGV-k felé, vagy a küldési műveletek. Számos egyéb tényezőre még nem tér ki, amelyeket meg kell oldani ahhoz, hogy sikeres többrobotos telepítést lehessen véghezvinni.
Feleslegessé teszik a harmadik féltől származó irányítási rendszerek a gyártó-specifikus szoftvereket és flottakezelő rendszereket?
Az interoperabilitás számos előnnyel jár, és egy bizonyos ponton a harmadik féltől származó flottakezelő rendszerek átvehetik a forgalomtervezéssel és adatcserével járó feladatok egy részét, de az ehhez vezető út nem lesz zökkenőmentes, és még csak a korai stádiumban tartunk. A szabványok jelenleg is tesztelés alatt vannak, és egyelőre nincs olyan harmadik féltől származó flottakezelő rendszer, ami ugyanazokat a flottakezelő opciókat és adatokat lenne képes nyújtani, mint amit például a MiR Fleet szolgáltat.
A közeljövőben a rendszerek együttes működése tűnik reálisabbnak, mely során az AMR-gyártók az interoperabilitást a rendszereikbe építik, amelyek aztán egy harmadik féltől származó flottakezelő rendszerbe is integrálhatók, vagy működhetnek külső kezelőrendszerként amelyek a különböző AMR-ek és más automata járművek forgalomirányításáért felelnek. A fejlett funkciók, adatgyűjtés, prediktív karbantartás, fejlesztések, stb. vonatkozásában a sikeres integráció kulcsát továbbra is az AMR-gyártó korszerű szoftvere jelenti.
A MiR álláspontja az interoperabilitásról
Ügyfélközpontú szervezetként a MiR (Mobile Industrial Robots) teljes mértékben elismeri a különböző AMR-ek és AGV-k közötti interoperabilitás szükségességét a márkák közötti hatékony forgalomkezelés érdekében. Ezért a MiR munkáját egy erre a célra kijelölt interoperabilitási csapat is segíti, emellett pedig a vállalat részt vesz a VDA 5050 kialakításában és része a MassRobotics AMR interoperabilitási munkacsoportjának.
Ezen felül a MiR nyitott interfésszel rendelkezik, amely jellegéből eredően képes a harmadik féltől származó flottakezelő rendszerekkel való integrációra.
A MiR biztos abban, hogy az interoperabilitás az intralogisztika egyre fontosabbá részévé válik, mivel az ügyfelek azt szeretnék, ha optimális automatizálási megoldást hozhatnának létre, amit egy központi helyről irányíthatnak, ez pedig új automatizálási szabványok felé fogja irányítani az ügyfeleket.













Ipar
Vezető pozícióban a Schneider Electric Resource Advisor+ megoldása

„Vezető” (Leader) minősítést kapott a Schneider Electric globális tanácsadó üzletága, az SE Advisory Services által fejlesztett Resource Advisor+ platform a Verdantix „Green Quadrant: Enterprise Carbon Management Software 2026” elemzésében. A mesterséges intelligenciával (MI) támogatott megoldás új korszakot hoz az energiafelhasználási és fenntarthatósági adatok hasznosításában.
A Verdantix a tanulmányához 21 globális szolgáltató megoldásait vizsgálta meg. A független, éghajlat-, energia- és fenntarthatósági technológiákra szakosodott kutató és tanácsadó cég a Resource Advisor+ kapcsán kiemelte annak egységes architektúráját, fejlett, MI-vezérelt adatminőség-kezelési képességeit, valamint azt, hogy képes egyetlen platformon összekapcsolni az energia-, szén-dioxid- és ellátási lánc-információkat.
Mivel érdemelte ki a Resource Advisor+ a „Vezető” pozíciót?
Adatkezelés és adatminőség: A Resource Advisor+ az adatminőség-ellenőrzés terén a legmagasabb pontszámokat érte el a vizsgált megoldások közül. A mesterséges intelligenciával támogatott ellenőrzések jelzik az anomáliákat, hogy milyen adatok hiányoznak, valamint a következetlenségeket, mielőtt azok bekerülnének a jelentésbe.
Automatizált hiánypótlás: Az energia- és szén-dioxid-adatok gyakran hiányosak az elmaradt mérések, a késleltetett számlázás és a nem következetes beszámolók miatt. A Resource Advisor+ gépi tanulást alkalmaz a hiányzó adatok felismerésére és statisztikailag megbízható becsléseket ad a korábbi minták alapján. Ez felváltja a manuális adattisztítást, amely akár hónapokig is eltarthat minden egyes jelentési ciklusban.
Valós idejű adatbázis: Az energia- és épületirányítási rendszerekből származó mérési adatok közvetlenül a platformba kerülnek, ezáltal a kibocsátás-számítások becslések helyett valós adatokra támaszkodnak. Ez a valós idejű információ elengedhetetlen az auditok magabiztos teljesítéséhez.
Energia-beszerzés és nyomon követés: A Resoruce Advisor+ lehetővé teszi a felhasználók számára, hogy ugyanazon a rendszeren belül kezeljék a villamosenergia-vásárlási megállapodásokat (PPA), az energiaattribútum-tanúsítványokat (EAC) és a megújulóenergia-tanúsítványokat (REC), amelyet a szén-dioxid-elszámoláshoz is használnak. Ezáltal megszűnik a különböző eszközökből származó adatok összehangolásával kapcsolatos feladat, és biztosítható, hogy minden igény teljes mértékben nyomon követhető maradjon.
„AI-first” architektúra: A Resource Advisor+ az „AI-first” adatbázisával és MI-műveleteivel a 21 megoldás közül a legmagasabb pontszámot érte el. A platformot úgy alakították ki, hogy ne statikus adattárként funkcionáljon, hanem intelligens alkalmazásokat működtessen, mint például az automatizált anomália-felismerés, az előrejelzés, a forgatókönyv-modellezés és a termék szintű szén-dioxid-elemzés.
„Iparágtól függetlenül a vezetők ugyanazzal a problémával szembesülnek: az adatok, amelyekre a szén-dioxid- és energiaügyi döntéseiket alapozzák, hiányosak, inkonzisztensek vagy a szervezeten belül szétszórtan találhatók. Ez a fragmentáció lassítja a fejlődést és aláássa a bizalmat. A Resource Advisor+ kifejezetten ennek a problémának a megoldására készült, az MI-vel támogatott adatminőséget ötvözve tanácsadó csapataink szakértelmével, így ügyfeleinknek világos és pontos képet ad a kibocsátásukról. Amikor pedig a szabályozás vagy a módszertanok megváltoznak, akkor is zökkenőmentesen tudnak alkalmazkodni, mert már olyan szakértőkkel dolgoznak, akik értik, hogy ezek a változások milyen hatással járnak az ügyfeleink portfóliójára”
– mondta el Steve Wilhite, az SE Advisory Services ügyvezető alelnöke.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
A vallást, a hidakat és a műtőt is meghódította a mesterséges intelligencia

Kihirdették a technológiai újságírók és tartalomgyártók számára kiírt díj nyerteseit.
Már az előző évben is hangsúlyosnak bizonyult, idén pedig alig akadt olyan pályázat, ami nem a mesterséges intelligencia (AI) alkalmazási lehetőségeivel foglalkozott a Siemens Media Award díjra nevezett tartalmak közül. Ez a tendencia jól tükrözi az AI robbanásszerű térhódítását az élet szinte minden területén. A beküldött cikkek, videók és podcastok számos szegmenst felöleltek, az oktatástól a mezőgazdaságig, a humanoid robotoktól a vallásig, de a leggyakrabban feldolgozott témának egyértelműen az AI egészségügyi, diagnosztikai és gyógyítói potenciálja bizonyult.
A sajtódíj hazai díjátadóját ezúttal április 2-án este rendezték meg, ahol a technológia területén különösen magas színvonalon alkotó újságírók és tartalomkészítők munkáját ismerték el. Most is olyan, 2025. március 1. és 2026. február 28. között publikált médiaanyagok nevezésére volt lehetőség, amelyek rámutatnak, hogyan segíti a technológia a fenntarthatóságot, vagy a gazdaság, illetve a társadalom fejlődését. A nemzetközi vállalat éves sajtódíjának nyertesét idén már 11 ország képviselői közül választják ki: Magyarország mellett Ausztria, Bulgária, Csehország, Horvátország, Izrael, Kazahsztán, Lengyelország, Szerbia, Szlovákia és Szlovénia hirdetett versenyt.

Idén 19 nevezőtől összesen 37 pályamű érkezett, amelyeket ezúttal is független szakmai zsűri értékelt: a Sági Gyöngyi, a digitrendi.hu tulajdonosa és főszerkesztője; Vass Enikő, kommunikációs szakember; Szigeti Péter tartalomfejlesztési- és médiaszakember, valamint Arató Márk, a Siemens Zrt. kommunikációs vezetője. A zsűri tagjai a tartalmak relevanciája, újszerűsége, stílusa és a szerző által a témához való hozzáadott érték alapján pontozták a tartalmakat, amelyből kialakult a végső sorrend.
A fődíjat Bolcsó Dániel (Telex.hu) „Rácseteltem Jézus Krisztusra” c. munkája nyerte el, ami az AI avatárok és chatbotok, a hit, illetve a vallás területén játszott szerepét járta körül, miközben a súlyos morális dilemmákat is felvető kérdéseket kellő humorral és érzékenységgel, jól emészthető formában mutatta be.
A másik két Media Award elismerést úttörő hazai projekteket megismertető pályaművek kapták. Kis Judit (Forbes) a „Forradalom a hídellenőrzésben: a BME-ről indult csapat mesterséges intelligenciával védi az infrastruktúrát” c. cikkében az úthálózatban kulcsszerepet játszó hidak terhelhetőségét, állapotát, valamint a rajtuk keresztülhaladó forgalmat minden korábbinál precízebben monitorozó BridgeAid, hidak alá telepített szenzorokon alapuló, megoldását mutatta be.
Rádi Balázs (Index.hu) pedig az „Index a műtőben: először operáltak gerincsebészeti robottal Magyarországon” c. írásában egy itthon vadonatúj, a betegbiztonságot maximalizáló, és az orvosokat jelentős sugárterhelés alól mentesítő robottechnológia használatáról készített helyszíni riportot, bemutatva, hogyan képezi le a mesterséges intelligencia „videójáték-szerűen” az emberi testet, és teszi minden eddiginél precízebbé a műtéti beavatkozást.
Emellett a zsűri Gyetván Csaba „Így hasznosítják újra a használt gumiabroncsot” c. riportját videós különdíjjal jutalmazta, amiért egyedi hangvételével, közvetlenségével a nagyközönség számára is közelivé tette ezt, a fenntarthatóság szempontjából kiemelten fontos témát.
A díjazott cikkek egyúttal tovább is jutottak a Siemens régiós versenyére, ahol a többi ország sajtódíjának kiválasztottjaival méri össze őket a nemzetközi zsűri. A régió így kiválasztott legjobb öt jelentkezője meghívást kap a 2026. május 22-i nemzetközi díjátadóra, amelynek idén először Budapest adhat otthont. Itt hirdetik ki a győztes pályamunka benyújtóját, aki kétfős belépőt és szállodai ellátást nyer a Salzburgi Ünnepi Játékokra.
A díjazottakról:
Bolcsó Dániel 2014 óta dolgozik újságíróként. Pályáját Index.hu-nál kezdte, 2020 óta a Telex.hu alapító tagja, és azóta is a lap TechTud rovatának szerkesztő-újságírója. Ismeretterjesztő és tudománynépszerűsítő munkásságát Junior Prima díjjal és Hevesi Endre-díjjal is elismerték. 2016-ban Az Év Információbiztonsági Újságírójának, 2018-ban Az Év Informatikai Újságírójának választották. 2021 júniusában Minőségi Újságírásért Díjat kapott a koronavírus-gyorstalpaló cikkéért, 2023-ban pedig elnyerte az MTA Akadémiai Újságírói Díját, valamint második helyezést kapott az Év Európai Tudományos Újságírója díjon.
Kis Judit több mint 10 éven keresztül az MTI tudósítójaként dolgozott, ezt követően szabadúszó újságíróként főként a Magyar Mezőgazdaság kiadónál és a Növekedés.hu-n jelentek meg cikkei. 2021 óta a Forbes újságírója, jelenleg főmunkatársa. A Siemens Media Award hazai fődíját kétszer, 2024-ben és 2025-ben is elnyerte, majd 2025-ben hazavitte a nemzetközi Siemens Media Award fődíjat is.
Rádi Balázs újságíró, szakterületét a technológiai, gazdasági és egészségügyi témák jelentik. A kecskeméti Neumann János Egyetemen szerzett diplomát, 2019-ben elnyerte a Magyar Nemzeti Bank Kiválósági Ösztöndíját. 2022 óta az Index.hu főmunkatársa, a Közélet rovat egyik szerzője.
Gyetván Csaba televíziós host és tartalomkészítő. 2019 óta a Discovery Chanelen futó Made In Gyetván Csabával televíziós ismeretterjesztő sorozat arca, műsorvezetője és producere. 2012 óta Hogyan készül? néven saját blogot és vlogot működtet, YouTube-on több mint 100 ezer, Facebookon pedig 150 ezer feliratkozó követi a tartalmait.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
Értékesítési rekorddal nyitotta az évet a BMW Magyarországon

A tavalyi első negyedéves értékesítési eredményét 24,5%-kal múlta felül a BMW Magyarországon.
A BMW Group Magyarország 2026 első negyedévében 24,5%-kal növelte BMW modelljeinek eladásait a tavalyi év azonos időszakához képest, így a bajor márka továbbra is őrzi vezető pozícióját a hazai prémiumszegmensben. A január és március közötti időszakban összesen 1 870 darab BMW modell talált gazdára Magyarországon.
A modellpaletta kiegyensúlyozottságát jól mutatja, hogy a legnépszerűbb modellek rangsorában rendkívül szoros verseny alakult ki. Az első helyen a BMW 5-ös sorozat és a BMW i5 végzett 252 darabos értékesítéssel, amelyet szorosan követett a BMW X5 (235 darab), valamint a BMW X1 és BMW iX1 páros (226 darab). A negyedik helyen a BMW X3 és BMW iX3 (224 darab), míg az ötödik helyen a BMW 4-es sorozat és a BMW i4 (205 darab) végzett.
A tisztán elektromos meghajtású modellek iránti kereslet továbbra is stabil: a BMW által értékesített járművek 12,4%-a tisztán elektromos hajtású volt az első negyedévben.
„A modelljeink iránti kiegyensúlyozott kereslet jól mutatja, hogy ügyfeleink számára valódi értéket jelent a technológiai nyitottságunk. Portfóliónk minden hajtáslánc és szegmens mentén képes maradéktalanul kiszolgálni a különböző mobilitási igényeket. Az első Neue Klasse modellünk, az iX3-as sikere minden várakozást felülmúl, a debreceni gyár az elmúlt hetekben már a második műszakot is elndította, hogy az ügyféligényeket mielőbb ki tudjuk elégíteni. Külön öröm számunkra, hogy a márciusi piaci bevezetést követően már több mint 50 darab Debrecenben gyártott, a jövő BMW modelljeinek irányát is kijelölő BMW iX3 modellt adhattunk át ügyfeleinknek. A közelmúltban bemutatkozott új BMW i3-as, valamint az év során érkező további újdonságok reményeink szerint, lendületben tarthatják a márka értékesítését az év hátralevő részében is”
– hangsúlyozta Gombos Zoltán, a BMW Group Magyarország ügyvezető igazgatója.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!


Népszerű

Már világszerte elérhető a Samsung Galaxy S26 széria és a Galaxy Buds4 sorozat

A vártnál nagyobb érdeklődés miatt bővül a Demján Sándor Tőkeprogram kerete

Az AI 2026-ban átköltözik a chatből az infrastruktúrába

SAP Engagement Cloud néven fut tovább az Emarsys marketingautomatizációs rendszer

Húsvéti kampányod már készen áll – most növeld az elérését


Fejlett gázmegoldások és kompresszorok a lézervágásban

Milánó-Cortina 2026: Samsung-technológiával összekapcsolt téli olimpiai és paralimpiai játékok

2027-től egyablakos ügyintézéssel támogatja a vállalkozókat a Kamara

Hulladékból üzemanyag

Új életmódtrend hódít: a home spa és a tudatos vízfogyasztás kéz a kézben jár











Technokrata.hu
Kipróbáltuk: Owlet DreamDuo 3.0 – amikor a babafigyelés már nem csak egy kamerát jelent
Már több mint 30 európai piacon elérhető az érintéses fizetés a Curve Pay révén
Bővül a Samsung részesedése az európai prémium okostelefon-piacon: a Galaxy S26 Ultra a legkeresettebb
A magyarok szerint még mindig léteznek „fiús” és „lányos” szakmák
A Dyson új szintre emeli a kompakt légtisztítást – kisméretű társ az allergiaszezonban
Vezető pozícióban a Schneider Electric Resource Advisor+ megoldása
A vallást, a hidakat és a műtőt is meghódította a mesterséges intelligencia
LogiMAT 2026: integrált rendszerek, MI és elektromos hajtás
Miskolci csapatok taroltak a Yettel ProSuli robotikaversenyen – a győztesek Dél-Koreába utaznak
Elhunyt dr. Paulin Ferenc professzor
Műszaki-Magazin.hu
Városi közlekedés zöldítése üzemanyagcellás járművekkel
INNOMOTICS: Energiatakarékos motorok
AI versenyelőny a gyártásban
Új fejezet a vállalati digitális fenntarthatóságban
Hat újdonság az automatizálásban
Vezető pozícióban a Schneider Electric Resource Advisor+ megoldása
LogiMAT 2026: integrált rendszerek, MI és elektromos hajtás
A vallást, a hidakat és a műtőt is meghódította a mesterséges intelligencia
GrindingHub – A köszörüléstechnológia jövőjének központja
Megújuló üzemanyagok válthatják le a fossziliseket!
-

 Szórakozás2 hét ago
Szórakozás2 hét agoKicsi a bors, de erős: Bemutatkozik a KALLSUP, az IKEA új hordozható hangszórója
-
Szórakozás2 hét ago
Samsung Art Store és a San Francisco-i Modern Művészetek Múzeuma együtt hoz el művészek alkotásokat az otthonokba
-
Szórakozás2 hét ago
50 éves a Stúdió: jubileumi gyűléssel és különleges rádióadással ünnepelt a Széchenyi-egyetem hallgatói szervezete
-
Ipar2 hét ago
Robotika és AI a boltban – Automatizált konténerüzlet magyar fejlesztésben
-
Ipar2 hét ago
Egy újszerű kiválasztási és felkészítési program keretében 160 filippínó hegesztő érkezhet Magyarországra
-
Mozgásban2 hét ago
Hármas siker a tavaszi teszteken: A Hankook tarolt az Auto Bild és az AvD nyári abroncstesztjein
-
Gazdaság2 hét ago
Látványosan nőtt a lakások energiahatákonysága
-
Egészség2 hét ago
Adatokkal az öregedés ellen – Az adatvezérelt longevity diagnosztika megérkezett Magyarországra















