
Ipar
Új szintre emelik az ipari vállalatok versenyképességét a Schneider Electric Hannover Messe-n bemutatott megoldásai

A Schneider Electric az április végén rendezett Hannover Messe kiállításon mutatta be, hogyan alakítja át az elektrifikáció, a nyílt, szoftvervezérelt automatizálás és az ipari mesterséges intelligencia (MI) konvergenciája az ipar versenyképességét. Az eseményen került sor többek között a világ első nyílt, szoftveralapú DCS-rendszerének európai debütálására, illetve bemutatkozott egy, az épületüzemeltetést új szintre emelő, MI-alapú üzemeltetési platform is.
Emelkedő energiaköltségek, a fejlődést akadályozó régi rendszerek, egyre kisebb számban elérhető, megfelelően képzett munkavállalók – többek között ezek a tényezők állítják jelenleg komoly kihívás elé az ipari cégeket. Ráadásul egyre kevesebb idő áll rendelkezésre, hogy lépjenek és változtassanak helyzetükön. A Schneider Electric, a világ egyik vezető energiatechnológiai vállalata az április 20-24. között megrendezett Hannover Messe kiállításon megmutatta, hogy milyen megoldásokkal lehet hatásos választ adni ezekre a kihívásokra. A társaság, valamint a hozzá tartozó AVEVA, ETAP és ProLeit öt kiállítási helyszínen mutatta be azt, hogy az elektrifikáció, a nyílt, szoftvervezérelt automatizálás és az ipari mesterséges intelligencia konvergenciája hogyan képes már most átalakítani az ipar versenyképességét.

„Az iparnak évek óta ígérik az átalakulást. Viszont amit mi a 2026-os Hannover Messe-n bemutattunk, az valami más – valódi eredmények, amelyekből az ügyfelek már ma profitálnak. Ha összehangoljuk az elektrifikációt, a nyílt, szoftvervezérelt automatizálást és a mesterséges intelligenciát, akkor nem csupán a ma kihívásait oldjuk meg, hanem alapvetően megváltoztatjuk az ipari működés lehetőségeit”
– mondta el Gwenaelle Huet, a Schneider Electric „Industrial Automation” területért felelős ügyvezető alelnöke.
Schneider Electric megoldások a Hannover Messe-n
Foxboro SDA – A Hannover Messe-n került sor a világ első nyílt, szoftveralapú DCS-rendszerének (Distributed Control System – Elosztott folyamatirányító rendszer) európai bemutatójára. A megoldás ötvözi a Foxboro bevált megbízhatóságát az EcoStruxure Automation Expert nyitottságával. A szoftver és a hardver szétválasztása felgyorsítja a modernizációt, egyszerűsíti a mesterséges intelligencia integrációját és magas szintű rendelkezésre állást biztosít.
Intelligens hajtásportfólió – A Schneider Electric legújabb megoldásai – az ATV6100, az Altivar APM, az Altivar Predict, az Altivar Solar és az EcoCare-rel továbbfejlesztett HVAC-rendszerek – egyszerre kínálnak fejlett motorvezérlést és beépített prediktív elemzést, csökkentve az állásidőt és optimalizálva az energiafelhasználást az ipari és infrastrukturális környezetekben.
EcoStruxure™ Foresight – A Hannover Messe-n az érdeklődők ízelítőt kaptak a Schneider Electric új, épületekhez fejlesztett, mesterséges intelligenciával működő üzemeltetési platformjából, amely egyetlen felületen egyesíti az energia-, áram- és épületkezelést. A Foresight csökkenti a beszállítói komplexitást, beemeli a mesterséges intelligenciát a teljes üzemeltetési életciklusba, és valós idejű, összefüggő adatokat, prediktív karbantartást és robusztus OT-kiberbiztonságot biztosít.
Modicon M590 dPac EcoStruxure™ Automation Expert-tel – Szoftveralapú automatizálás, most már elosztott formában. Az M590 dPAC egy kompakt eszközben egyesíti a PLC-szerű vezérlést, a magas szintű rendelkezésre állást biztosító redundanciát és az edge hálózatot – kétmagos feldolgozással, konform bevonattal, 0–60 °C-os működési hőmérséklettel és RSTP helyreállítási protokollal.
SCADAPack™ 470d és 474d az EcoStruxure™ Automation Expert szoftverrel – Robusztus, intelligens RTU-k (Remote Terminal Unit), amelyek elsőként teszik elérhetővé az EcoStruxure Automation Expert szoftvert távoli üzemeltetési feladatokhoz. Egyetlen eszközben egyesítik az intelligens RTU-t, a PLC-hez hasonló vezérlést és a beépített Linux-alapú edge számítástechnikát.
SF₆-mentes AirSeT középfeszültségű technológia – Az AirSeT az SF₆-ot tiszta levegővel helyettesíti, így egy biztonságosabb, tisztább, a szabályozási követelményeknek megfelelő középfeszültségű kapcsolóberendezés vált elérhetővé, ami ráadásul beépített csatlakozási lehetőséggel is rendelkezik az állapotalapú karbantartás támogatásához.
TeSys Tera PROFINET – A modern ipari környezetek igényeinek kiszolgálására tervezett TeSys Tera folyamatosan figyelemmel kíséri a motor legfontosabb paramétereit, beleértve a működés során felvett áram mennyiségét, a feszültséget, a teljesítményt és az áramfelhasználás hatékonyságát. A zökkenőmentes digitális csatlakozás révén valós idejű adatokat továbbít az automatizálási rendszereknek, lehetővé téve a jobb átláthatóságot, a gyorsabb döntéshozatalt és az intelligens vezérlést.
Intelligens áramelosztás – A Schneider Electric teljes áramelosztási architektúrája – középfeszültségű kapcsolóberendezések, transzformátorok, kisfeszültségű panelek, UPS, meghajtók – egységesítve egy ETAP digitális iker segítségével. A megoldás, amelyet éles körülmények között validáltak, valós időben szimulálja az áramkimaradásra történő reagálást, az eszközök állapotának felülvizsgálatát és a karbantartás-tervezést.
Integrált energia- és folyamatkezelés – Egységes energia- és folyamatkezelési megoldás, amely az eszközök teljes életciklusát optimalizálja, a digitális iker alapú tervezéstől az energiahatékonyságra figyelő üzemeltetésig. A megoldás akár 20 százalékkal csökkentheti a költségeket a villamosenergia, valamint a műszerezési és vezérlési beruházásoknál, 10 százalékkal növelheti az energiahatékonyságot, 15 százalékkal mérsékelheti a nem tervezett leállások számát, valamint akár három százalékpontos javulást hozhat a jövedelmezőségben.
Integrált adatok az AVEVA-val — Az AVEVA PI System, az Asset Information Management és a CONNECT platform egyetlen ipari adatbázisban egyesíti az OT-, a mérnöki és az IT-adatokat, és zökkenőmentesen kapcsolódik a Databrickshez, a Microsoft Fabric-hez és a Snowflake-hez az MI, a gépi tanulás és a fejlett elemzések támogatásához.
Digitális iker és kiberbiztonság a repülőtéri poggyászkezeléshez – Virtuális üzembe helyezés és valós idejű nyomon követés egyetlen megoldásban. A bevezetés előtti tesztelés csökkenti a kockázatokat a rendszer élesítésekor, míg az IATA 753-as határozatnak való megfelelés biztosítja a poggyász nyomon követését az utazás minden fontos pontján. Az integrált OT-kiberbiztonság végpontok közötti átláthatóságot és rugalmasságot biztosít a poggyászkezelés teljes folyamata során.
Intelligens épületklíma-szabályozás az EcoStruxure Automation Expert segítségével – Szoftveralapú, jelenlét érzékelésen alapuló légáramlás szabályozás repülőterek és nagy középületek számára, hagyományos PLC nélkül. A mesterséges intelligenciával működtetett, infravörös érzékelőkre támaszkodó vezérlés akár 30 százalékos megtakarítást eredményezhet a HVAC (fűtés, szellőztetés, légkondicionálás) rendszerek teljes energiafelhasználásában.
SE Advisory Services – Az ipar digitális átalakulása – A Schneider Electric saját üzemeinek intelligens gyárakká történő alakítása során szerzett tapasztalatokra építő SE Advisory Services a működési hatékonysággal, az eszközök teljesítményének kezelésével, az adatkapcsolattal, a kiberbiztonsággal és a fenntarthatósággal foglalkozik. Egy OT kiberbiztonsági szimuláció bemutatja a nem kezelt kiberkockázatok következményeit – és azt is, hogyan lehet azokat megelőzni.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!












Ipar
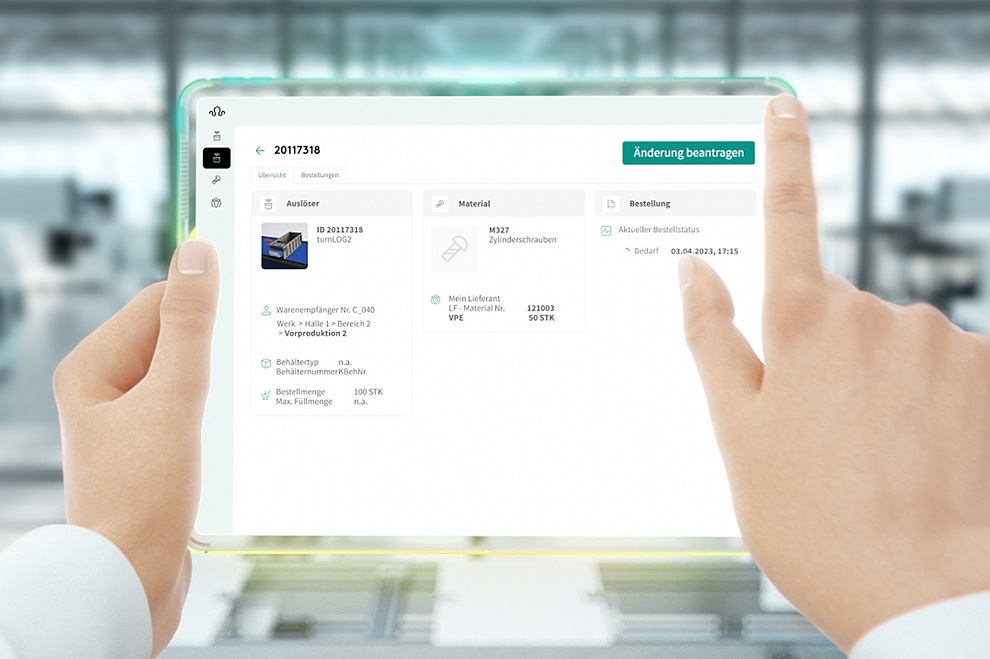
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás

A Keller&Kalmbach Logtopus platformja az IIoT és a felhőalapú adatelemzés eszközeivel segíti a gyártóvállalatokat abban, hogy valós időben kövessék nyomon és optimalizálják C-alkatrész-folyamataikat.
Egy termelősor leállásához nem feltétlenül egy kritikus géphiba vezet. Sok esetben elegendő egy hiányzó kötőelem, csavar vagy más C-alkatrész ahhoz, hogy a gyártás üteme megtörjön. Bár ezek az elemek egyenként alacsony értéket képviselnek, hiányuk jelentős fennakadásokat és költségeket okozhat.
A C-alkatrészek kezelése számos vállalatnál még ma is több, egymástól elkülönülő rendszerben zajlik. A készletinformációk gyakran különböző adatforrásokból érkeznek, a fogyás nyomon követése részben manuális folyamatokra épül, az utánrendelés pedig sok esetben csak akkor indul el, amikor a készletszint már kritikus közelségbe kerül. A komplex gyártási környezetekben és több telephelyet érintő ellátási láncokban ez egyre nagyobb működési kockázatot jelent.
Valós idejű rálátás a C-alkatrész-folyamatokra
A Keller&Kalmbach által fejlesztett Logtopus platform célja, hogy egységes képet adjon a vállalatok C-alkatrész-ellátási folyamatairól. A felhőalapú, ERP-független rendszer egyetlen digitális felületen gyűjti össze a készlet-, fogyási és utánpótlási adatokat, függetlenül attól, hogy a háttérben SAP, proALPHA vagy más vállalatirányítási rendszer működik.
A platform összekapcsolja a különböző adatforrásokat, így a beszerzési és logisztikai csapatok valós időben követhetik a készletek alakulását, az anyagfelhasználást és az utánpótlási folyamatokat. Ez lehetővé teszi, hogy a döntések ne utólagos helyzetértékelésre, hanem naprakész információkra épüljenek.

Az adatoktól a döntéstámogatásig
A modern készletgazdálkodás már nem kizárólag a készletszintek monitorozásáról szól. A vállalatok számára egyre fontosabb, hogy megértsék az adatok mögött meghúzódó összefüggéseket is.
A Logtopus a fogyási trendek, utánpótlási ciklusok és telephelyi sajátosságok elemzésével támogatja a készletszintek optimalizálását és a Kanban-rendszerek finomhangolását. A rendszer képes azonosítani azokat a mintázatokat, amelyek alapján pontosabban meghatározhatók az egyes alkatrészek optimális készletszintjei.
Ennek eredményeként csökkenthető a felesleges készletezésből eredő tőkelekötés, miközben mérsékelhető a hiányhelyzetek kialakulásának kockázata is. Az adatvezérelt működés hozzájárul a készletgazdálkodás kiszámíthatóságához és a termelés stabilitásához.
“A Logtopus egy olyan IIoT-platform, amely valós hozzáadott értéket teremt az ellátási lánc szereplői számára, és gyorsabb, átláthatóbb döntéshozatalt tesz lehetővé” – Andreas Jäger, Project Manager Customer Logistic and Services, Keller & Kalmbach
A rejtett kockázatok korai felismerése
A gyártási környezetben az egyik legnagyobb probléma, hogy a készlethiányok gyakran csak akkor válnak láthatóvá, amikor a fennakadás már megtörtént. Ilyenkor a vállalatok jellemzően kényszerhelyzetben reagálnak, miközben a rendelkezésre álló beavatkozási lehetőségek már korlátozottak.
A Logtopus ezt a logikát fordítja meg: a rendszer a fogyási minták és az ellátási adatok elemzésével előre jelzi azokat a helyzeteket, ahol készlethiány vagy utánpótlási kockázat alakulhat ki. Ez lehetőséget ad arra, hogy a vállalatok ne utólag reagáljanak, hanem időben beavatkozzanak – még azelőtt, hogy az alkatrészhiány termeléskiesést okozna. A proaktív kockázatkezelés közvetlenül hozzájárul a rendelkezésre állás növeléséhez, valamint a nem tervezett állásidők és ellátási fennakadások csökkentéséhez.
Digitális támogatás a változáskezelésben
A C-alkatrész-folyamatok működését rendszeresen érintik változások: új termékek bevezetése, tárolási struktúrák módosítása, gyártási volumenek átrendeződése vagy akár beszállítóváltások. Ezek a változások megfelelő nyomon követés nélkül könnyen kommunikációs hibákhoz, pontatlan készletadatokhoz vagy ellátási problémákhoz vezethetnek.
A Logtopus egy közös digitális felületen kezeli a folyamatmódosításokat, ahol a változtatások státusza, felelősei és végrehajtási lépései egyaránt nyomon követhetők. Ez egyszerűbbé teszi az együttműködést a beszerzési, logisztikai és termelési területek között.
Teljes belső logisztikai rálátás
A platform nem áll meg a beszállítói vagy raktári szintnél. A belső anyagáramlás – a készletmozgások, Kanban-rendszerek, RFID-alapú megoldások vagy hibrid modellek – ugyanúgy részét képezi a rendszernek.
A cél egy olyan átfogó működési kép kialakítása, amelyben a vállalatok nem különálló részfolyamatokat kezelnek, hanem a teljes belső ellátási láncot egységes rendszerként tudják áttekinteni. Az IIoT-alapú adatgyűjtés és a felhőalapú feldolgozás révén a működés állapota valós időben követhető, ami támogatja az Ipar 4.0 környezetben elvárt gyors és adatvezérelt döntéshozatalt.

Vissza a vezetőülésbe
A C-alkatrészek kezelése hosszú ideig háttérfolyamatnak számított a gyártóiparban. A növekvő ellátásilánc-kockázatok, a komplexebb termelési struktúrák és az egyre szigorúbb hatékonysági elvárások azonban új megközelítést tesznek szükségessé.
A digitális megoldások ma már lehetővé teszik, hogy a vállalatok részletes képet kapjanak készleteikről, utánpótlási folyamataikról és belső logisztikai működésükről. A Logtopus erre építve támogatja a beszerzési és logisztikai döntéseket, hozzájárulva az ellátásbiztonság növeléséhez, a működési kockázatok csökkentéséhez és a gyártási folyamatok stabilitásához.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
Hogyan néz ki a modern szerverparkok tűzvédelme?

A modern vállalkozások informatikai rendszerének stabilitása a szoftveres védelem mellett az informatikai infrastruktúra fizikai biztonságán is múlik. Bár szerencsére ritka incidensekről van szó, egy gépteremben keletkező tűz pillanatok alatt megsemmisítheti a kritikus adatállományokat és a méregdrága hardverparkot, ezért a cégek egy része már automatizált, emberi beavatkozást nem igénylő oltórendszereket használ, a modern szerverparkokról nem is beszélve. Hogyan néz ki egy modern biztonsági rendszer?
Hogyan működnek a gázt használó oltó rendszerek?
A gázzal oltó rendszerek sok szempontból sztenderdnek számítanak. Ezek a berendezések alapvetően kétféle módon avatkoznak be: vagy az oxigénkoncentrációt csökkentik a tűz táplálásához szükséges szint alá, vagy kémiai úton vonják el a hőt a lángoktól. Legnagyobb előnyük a feszültség alatt lévő berendezések védelme során mutatkozik meg – a gáz ugyanis nem vezeti az áramot, és nem okoz rövidzárlatot az érzékeny áramkörökben.
A gázzal oltó rendszerekben korábban elterjedt vegyi gázok (mint az FM-200 vagy a gyártásból már kivont Novec 1230) helyét a szigorodó környezetvédelmi szabályozások miatt egyre inkább a környezetbarát halonhelyettesítő és inert gázok veszik át. Ezek a gáznemű oltóanyagok az oltást követően nem hagynak maguk után por- vagy nedvességmaradványt, így a gépterem szellőztetés után azonnal újra használhatóvá válik.
Az Inergen-típusú rendszerek inert gázok – nitrogén, argon és alacsony koncentrációjú szén-dioxid – keverékével oltanak. A hozzáadott szén-dioxid serkenti a szervezet oxigénfelvételét az oxigénszegény környezetben, ami kritikus fontosságú a bent tartózkodók biztonságos kimenekülése érdekében. E technológiák alkalmazásával nemcsak a hardverek integritását lehet megóvni, hanem a leállási idő is minimalizálható.
A vízköddel oltó technológiák előnyei
Bár elsőre furcsának tűnhet a víz használata egy szerverszobában, a vízköddel oltó technológia teljesen más elven működik, mint a klasszikus sprinklerrendszerek. A titok a cseppméretben rejlik: a rendszer mikroszkopikus, 10–100 mikron közötti méretű cseppeket bocsát ki nagy nyomáson. Amikor ezek a cseppek a tűz közelébe érnek, a hatalmas felületük miatt szinte azonnal elpárolognak, ezzel pedig óriási mennyiségű hőt vonnak el a környezetből, miközben a felszabaduló vízgőz kiszorítja az oxigént a tűz fészkéből.
Ez a megoldás azért is rendkívül előnyös, mert a víztakarékossága lenyűgöző – a hagyományos rendszerek vízigényének töredékével is képes elfojtani a lángokat. Ezáltal a járulékos vízkárok a hagyományos sprinklerekhez képest elenyészőek maradnak. Fontos azonban kiemelni, hogy a szakmai konszenzus szerint a vízköddel oltó rendszerek aktiválása előtt az érintett informatikai eszközök áramtalanítása javasolt, mivel a feszültség alatt lévő, poros áramkörökön a lecsapódó pára zárlatot okozhat.

Ezen felül a vízköd rendkívül hatékonyan köti meg a füstöt és a koromrészecskéket is, ami kritikus szempont, hiszen a géptermekben gyakran a füst okozza a legnagyobb károkat a precíziós optikai és tárolóeszközökben. Ez a technológia így kiváló kiegészítő védelmi vonalat jelent az adatközpontok egyéb kiszolgáló helyiségeiben.
Az intelligens hálózati vezérlés és az IoT szerepe
Az Internet of Things (IoT) és az okos hálózati vezérlés integrálásával a tűzvédelem is szintet lépett. Már nem csupán egyszerű füstérzékelőkről beszélünk, hanem olyan hálózatba kapcsolt szenzorokról, amelyek valós időben monitorozzák a helyiségek hőmérsékletét, páratartalmát és a levegőben lévő részecskék koncentrációját. Egy ilyen rendszer üzemeltetésekor a nagy érzékenységű (például aspirációs) füstérzékelők és központi algoritmusok képesek már a szemmel még nem látható termikus bomlást is detektálni. A téves oltások elkerülése érdekében a rendszerek keresztzónás logikát alkalmaznak, azaz csak több szenzor egyidejű jelzése esetén indítják el az oltást.
Az IoT-alapú vezérlés a szelektív beavatkozást is lehetővé teszi a strukturálisan elkülönített (pl. tokozott hideg-meleg folyosós vagy mikro-adatközponti) szektorokban. Az intelligens rendszerek pontosan meghatározzák a tűz keletkezési helyét, és csak az adott zónában aktiválják az oltást, megvédve ezzel a gépterem többi részét. Az automatizált protokollok másodpercek alatt képesek leállítani a légkondicionáló berendezéseket, áramtalanítani a veszélyeztetett rackszekrényeket, és értesíteni a távoli felügyeletet. Sok esetben ez a precizitás és gyorsaság jelenti a különbséget a gyors helyreállítás és a teljes katasztrófa között.
A mechanikai védelemnek is ki kell állnia a próbát
Hiába rendelkezik egy szerverpark a legmodernebb gáz alapú oltórendszerrel, ha a védett tér nem megfelelően szigetelt, az oltóanyag egy része még azelőtt elszökhet, mielőtt elfojtaná a lángokat. A géptermek tűzvédelmi stratégiájához ezért hozzátartozik az is, hogy a fizikai határolóelemeknek tökéletesen kell záródnia. A légtömörség biztosítása nem csupán az oltás hatékonysága miatt fontos, hanem azért is, mert megakadályozza a füst és a forró gázok átterjedését az épület más részeire, ezzel védve az ott tartózkodókat és a további infrastruktúrát.
A passzív tűzvédelmi elemeknek – mint a tűzgátló ajtók, falak és kábelátvezetések lezárásai – összhangban kell lenniük a digitális vezérléssel. Az automatizált tűzvédelmi protokollok sorában a mechanikai elemek állapota kritikus hibaforrás lehet, ezért a rendszeres ellenőrzés és karbantartás elengedhetetlen. A tűzgátló ajtó karbantartás során elvégzett finomhangolás garantálja, hogy vészhelyzetben a szerverszobák izolációja valóban tökéletes legyen. Egy apró deformáció vagy egy elöregedett tömítés is elég ahhoz, hogy az oltógáz koncentrációja a kritikus szint alá süllyedjen. A rendszeres ellenőrzés és a precíz beállítás tehát éppen olyan fontos, mint a szoftveres frissítés vagy a szenzorok kalibrálása.
Milyen szempontokat kell figyelembe venni a tűzvédelmi stratégia kialakításakor?
A fentiekből jól látszik, hogy egy korszerű adatközpont vagy szerverszoba tűzvédelmi stratégiájának kialakításakor ma már régen édeskevés egy-egy technológia csatasorba állítása. A valódi biztonsághoz rendszerszintű megközelítésre van szükség, amely egyszerre mérlegeli a hardverállomány értékét, a kritikus adatsűrűséget és a leállásból fakadó üzleti kockázatokat. Ráadásul az informatikai infrastruktúra majdnem olyan, mint egy élő organizmus: az új szerverek és bővítmények beépítése folyamatosan átírja a helyiség légforgalmát és hőtérképét, így a választott védelmi rendszernek rugalmasan kell követnie ezeket a strukturális változásokat.
A tervezőasztalnál az első és legfontosabb lépés a személyre szabott kockázatelemzés, amely tűpontosan azonosítja a kritikus csomópontokat, és számszerűsíti a szervezet számára még tolerálható maximális leállási időt. Ebből kiindulva határozható meg az optimális oltóanyag: a helyiség mérete és a hardverek jellege alapján kell mérlegelni a gázos, illetve a finom vízköddel oltó rendszerek specifikus előnyeit. A maximális hatékonyság érdekében a választott megoldásnak szervesen integrálódnia kell a meglévő épületfelügyeleti és informatikai monitoring platformokba, biztosítva a zavartalan adatáramlást.
A modern katasztrófamegelőzés gerincét az IoT-alapú intelligens szenzorhálózatok adják. Ezek a folyamatos monitorozás révén már a legapróbb, emberi szemmel láthatatlan anomáliákat is azonnal detektálják, még a lángok fellobbanása előtt. Ez a digitális éberség azonban mit sem ér a robusztus fizikai alapok nélkül: a tűzgátló szerkezetek és mechanikai záróelemek rendszeres, rutinszerű szakmai felülvizsgálata az üzemeltetés kötelező bástyája. A jövőálló tűzvédelem tehát a fizikai és a digitális világ tökéletes összhangjára épül – minden fogaskeréknek illeszkednie kell a nagy egészbe.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!
Ipar
3D nyomtatástól a késztermékig: miért vált kulcskérdéssé az utókezelés?

Egyre több vállalat alkalmazza az additív gyártástechnológiákat végfelhasználású alkatrészek és kisebb-nagyobb sorozatok gyártására olyan területeken, mint az ipari berendezésgyártás, a robotika, az egészségügy vagy a fogyasztói termékek gyártása.
A 3D nyomtatási technológiák alkalmazásainak fejlődésével a hangsúly a teljes gyártási folyamat hatékonyságára helyeződik át. Egyre több gyártó szembesül azzal, hogy a folyamat szűk keresztmetszete már nem maga a nyomtatás, hanem az azt követő utókezelés.

A sorozatgyártás új kihívása
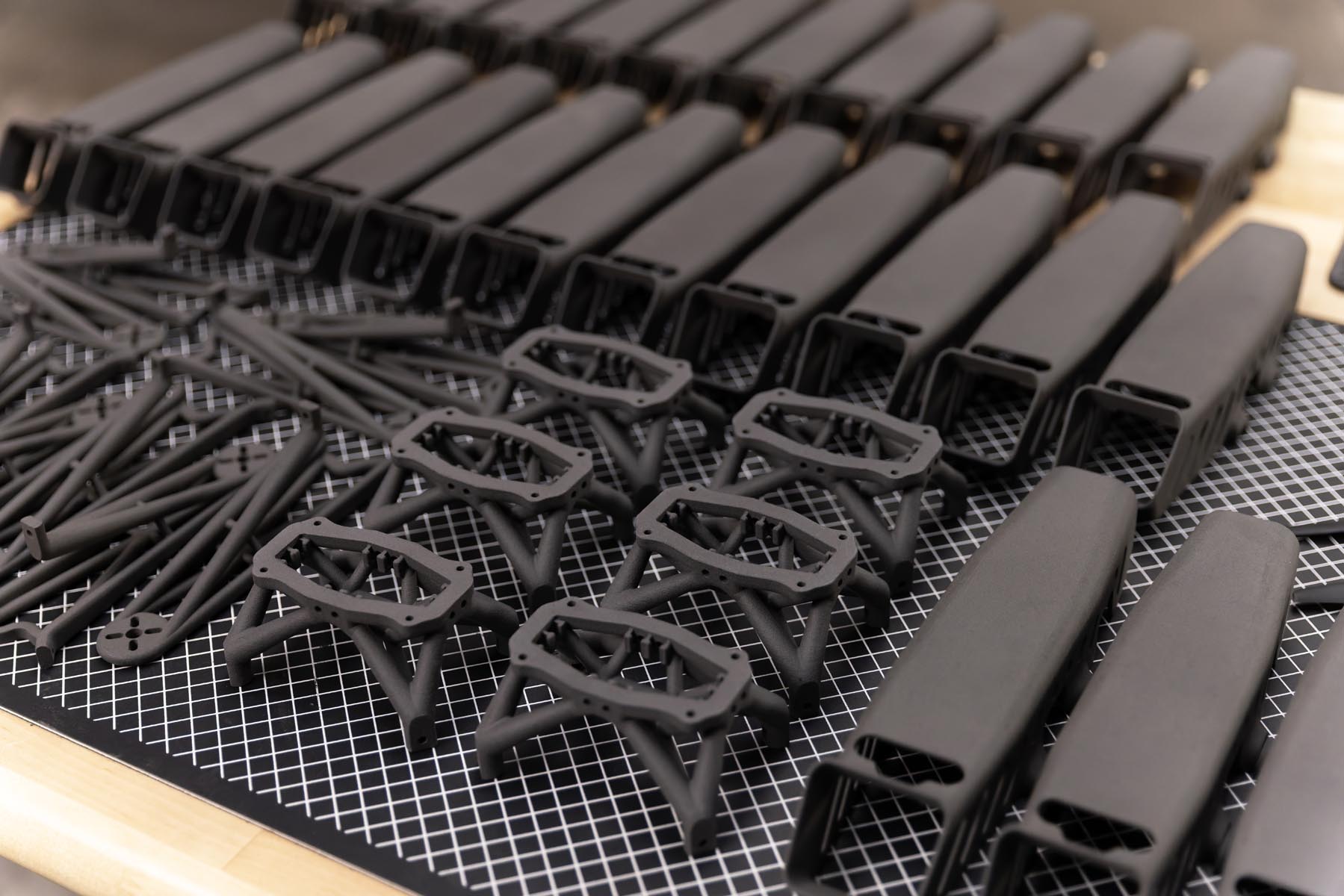
A porágyas additív technológiák – például az SLS (Selective Laser Sintering), az MJF (Multi Jet Fusion) vagy a SAF (Selective Absorption Fusion) – kiváló mechanikai tulajdonságú alkatrészek előállítására alkalmasak. A nyomatok azonban a gyártási folyamat sajátosságai miatt jellemzően érdes, mikroszkopikus szinten porózus felülettel rendelkeznek.
A június 9-én bemutatott Form Fuse X1 az egyik legújabb, sorozatgyártásra tervezett ipari SLS nyomtató rendszer.
Prototípusok esetén ez gyakran elfogadható, végtermékeknél azonban már számos további követelmény jelenik meg. A gyártók egyre gyakrabban várnak el prémium megjelenést, könnyű tisztíthatóságot, folyadék- vagy légzárást, illetve olyan felületminőséget, amely a hagyományos gyártástechnológiákkal előállított, például fröccsöntött alkatrészekhez hasonló felhasználói élményt biztosít.
Az utókezelés ezért ma már nem csupán esztétikai kérdés, hanem a végtermék funkcionalitását és piacképességét befolyásoló gyártási lépés.
Növekvő volumenek, növekvő munkaerőigény
Az utókezelési technológiák szerepének felértékelődését egy másik trend is erősíti: a gyártási volumenek növekedése.
Amikor egy vállalat évente néhány tucat vagy száz alkatrészt gyárt additív technológiával, a kézi utómunka még kezelhető erőforrásigényt jelenthet. Több ezer vagy tízezer alkatrész esetén azonban a kézi csiszolás, felületkezelés vagy egyéb utómunka jelentős költségtényezővé és kapacitáskorláttá válhat.
Az additív gyártás automatizálásának következő lépcsője ezért egyre több esetben már nem a nyomtatási folyamatot, hanem az utókezelést érinti. Az iparágban egyre nagyobb figyelem irányul azokra a technológiákra, amelyek képesek automatizált, reprodukálható módon javítani az alkatrészek felületminőségét.

Vegyszeres felületkezelés a prémium felületminőségért
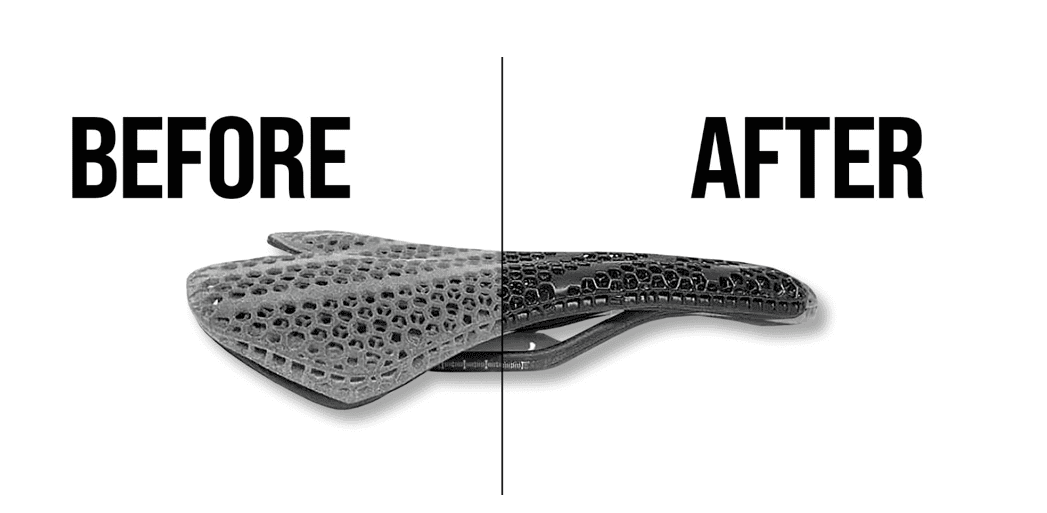
Az egyik ilyen megoldást jelentik a vegyszeres polírozó berendezések, amelyek kontrollált körülmények között, automatizáltan kezelik az alkatrészek felületét.
A technológia alkalmazásával jelentősen csökkenthető a felületi érdesség – a belső üregekben is -, miközben simább, esztétikusabb és könnyebben tisztítható felület érhető el. A kezelés eredményeként javul a folyadék- és légzárás, valamint növelhető az alkatrészek szilárdsága és tartóssága is.
A megoldás különösen előnyös lehet orvostechnikai eszközök, ipari készülékburkolatok, élelmiszeripari gép- és robotikai alkatrészek, fogyasztói termékek vagy egyéb végfelhasználású komponensek gyártása során.
Az utókezelés az additív gyártási folyamat kulcslépése
Az additív gyártási projektek sikerét egyre ritkábban határozza meg egyetlen berendezés vagy technológia teljesítménye. A versenyképes alkalmazások mögött egy teljes gyártási stratégia áll, amelynek része az anyagválasztás, a tervezési irányelvek, a nyomtatási módszer és az utókezelés is. Lehetőleg automatizáltan. Ennek megfelelően az iparágban egyre nagyobb szerepet kapnak azok a szereplők, amelyek nem egy-egy technológia, hanem a teljes gyártási folyamat optimalizálásában támogatják az ipari felhasználókat.
Az ADMASYS HU additív utómunka portfóliója most az AMT PostPro vegyszeres felületkezelő rendszerekkel bővült, amelyek SLS, MJF és több más additív gyártási technológiával készült műanyag alkatrészek automatizált utókezelésére alkalmazhatók. A rendszer nemcsak az ADMASYS által használt és értékesített Formlabs Fuse 1+ és Fuse X1 SLS rendszereken gyártott alkatrészekkel kompatibilis. Világszerte számos gyártó porágyas additív rendszereivel használják, többek között HP Multi Jet Fusion (MJF), EOS és 3D Systems SLS, valamint Stratasys SAF technológiával készült poliamid és TPU alkatrészek utókezelésére is.
Az ADMASYS HU a brendezések értékesítése mellett szolgáltat is az AMT rendszereivel. A technológia bevezetésének alkalmából nyár végéig díjmentes mintapolírozási lehetőséget biztosít SLS bérnyomtatási megrendelések esetén, valamint azon vállalatok számára, amelyek SLS 3D nyomtató vagy vegyszeres utókezelő rendszer beszerzését tervezik, és saját alkatrészeiken szeretnék megvizsgálni az elérhető felületminőséget.
További friss híreket talál az IoTmagazin főoldalán! Csatlakozzon hozzánk a Facebookon is!



Népszerű

A soundcore bemutatta a Liberty 5 Pro és Liberty 5 Pro Max modelleket, az első termékeket ANKER THUS™ AI chipkészlettel

Szintet lépett a Schneider Electric és a Kiskunsági Nemzeti Park Alapítvány együttműködése

Új tehetségeket keres az LG: startol a Tech-re Kész! Tartalomgyártó Akadémia

Magyarul is beszélő vércukormérő segíti a látássérült és gyermek diabéteszes betegeket

A BMW a vezető márka a hazai használtmotor-piacon, de a japán gyártók dominanciája megingathatatlan a top 10-ben


Már most közel 30%-al erősebb nyári szezonra számíthatunk a magyar turizmusban, mint tavaly

PLC-generációváltás kritikus infrastruktúrában

Okoseszközök a fürdőszobában: intelligens reggeli rutin

Az energiahatékonysági fejlesztéseket és az elektrifikáció felgyorsítását sürgeti az Európai Unióban a Schneider Electric

Minden harmadik budapesti egyedül érzi magát mások társaságában is











Technokrata.hu
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás
Másképp döntenél ma, mint februárban?
Jelentős növekedés várható az ökológiai vetőmagok piacán
3D nyomtatástól a késztermékig: miért vált kulcskérdéssé az utókezelés?
Okostévé, okos védelem
A millió dolláros kérdés: hogyan térül meg az AI?
Az Emerson kiegészítette alapvető vezeték nélküli érzékelőjét éghető gázérzékelő funkcióval
A Széchenyi kártya továbbra is a kkv-k finanszírozásának fontos eszköze marad
Az új AI-ügynök már nemcsak javasol – elvégzi a munkát is
A park mindenkié – egyszerű illemszabályok a parkokba látogatóknak
Műszaki-Magazin.hu
C-alkatrész menedzsment új szinten: reaktív működésből adatvezérelt irányítás
Wikimedia–NJSZT: a magyar informatikai örökségért
Robotok a munkahelyen – Készen állunk rá, hogy közösen dolgozzunk velük?
Az Audi Hungaria megkezdte az új MEBeco elektromos hajtás sorozatgyártását
Arrabona Racing Team: a második elektromos szezon
3D nyomtatástól a késztermékig: miért vált kulcskérdéssé az utókezelés?
Indul a szélerőmű-kapacitásokat célzó országos felmérés
Sandvik: új digitális felújítási portál
Minőségbiztosítás a Mewa törlőkendőrendszerrel
Az új TruBend 3000 sorozat
-

 Szórakozás2 hét ago
Szórakozás2 hét agoA gamerek és filmrajongók kedvence lehet a Hisense új televíziója
-
Ipar2 hét ago
Így kellene tervezni az otthonokat a magyarok szerint
-
Ipar2 hét ago
Átrajzolták az építőipar döntési térképét
-
Gazdaság2 hét ago
Mit kockáztat egy 35 éves, ha nem kezd el időben félretenni a nyugdíjra?
-
Gazdaság2 hét ago
Új fejezet a bérlakásszektorban
-
Gazdaság2 hét ago
Az elektromos járművek villanyozhatják fel az autólízing szektort
-
Ipar2 hét ago
Ipari léptékű SLS 3D nyomtató a Formlabs-tól: bemutatkozott a Fuse X1
-
Ipar2 hét ago
Új megoldások a mesterséges intelligenciát kiszolgáló adatközpontok hűtéséhez











